
Vlastnosti vlnové délky: Vláknový vs CO₂ vs UV lasery
Základní principy laserové technologie: vlnová délka a interakce s materiály
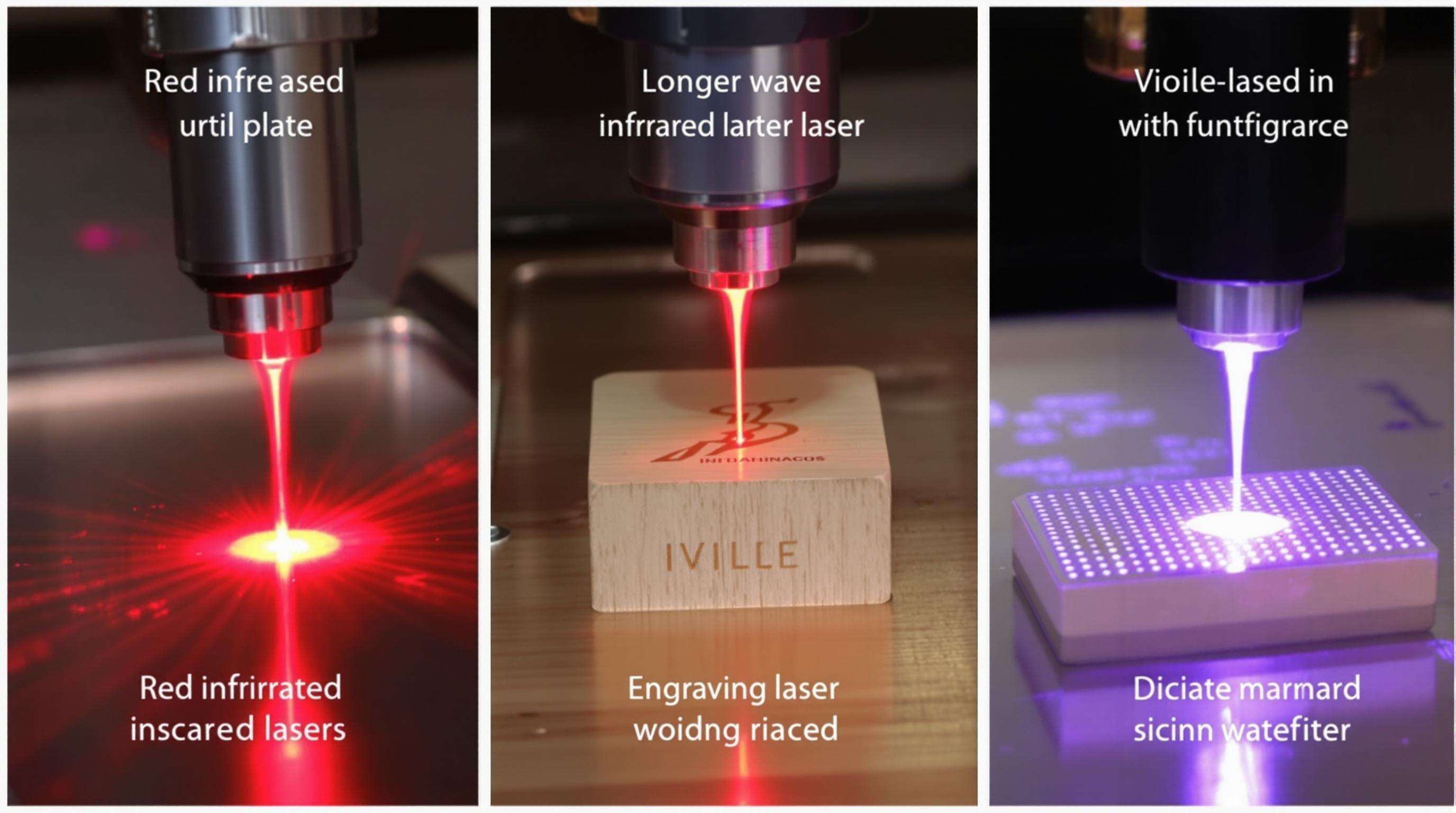
Uv laser marking výkon závisí na vztahu mezi vlnová délka a vlastnostmi absorpce materiálu . Vláknitý laser (vlnové délky 800–2200 nm) vynikají při značení kovů, jako je ocel, hliník a slitiny titanu, zatímco CO₂ lasery (vlnová délka 10,6 μm) působí na organické materiály, jako je dřevo, akryl a textilie, prostřednictvím přenosu vibrační energie.
Klíčové rozdíly v reakcích materiálů:
- Leštěné kovy odrážejí až 60 % dopadající laserové energie (NIST 2023).
- Termoplasty jako ABS absorbují UV laserové vlnové délky (355 nm) 30krát efektivněji než infračervené záření.
- UV lasery dosahují extrémně jemných značek (<5 μm rozlišení) na silikonu lékařské kvality s minimálním tepelným vlivem.
Tři základní principy:
- Pohltivost v hloubce – UV vlnové délky působí v povrchových vrstvách 0,1–10 μm.
- Práh energie fotonů – CO₂ lasery vyžadují 25 W·cm−² pro polykarbonát versus 450 W·cm−² pro gravírování nerezové oceli vláknovými lasery.
- Tepelný relaxační čas – Křehké materiály vyžadují délku pulzu kratší než 20 ns, aby se zabránilo deformacím.
Moderní systémy nyní disponují moduly s nastavitelnou vlnovou délkou pro značení kovů (1064 nm) i plastů (355 nm), i když specializované lasery stále převyšují v hustotě výkonu (220 kW·cm−² u vyhrazených vláknových laserů).
Infradetekční vláknové lasery: Hluboké pronikání pro kovy
Infraklasy vláknové lasery na vlnové délce 1064 nm, zaměřené na kovy s vysokou přesností. Dlouhá vlnová délka umožňuje vnitřní absorpci fotonů uvnitř kovových mřížek, což umožňuje modifikaci materiálu uvnitř objemu. Tato hluboká penetrace znamená, že značky se neodřou jako u jiných procesů značení, a vytváří trvanlivou značku prostřednictvím odžíhání zezadu – procesu ohřevu kovu za účelem oxidace barev bez poškození samotného kovu. Tento proces se používá v průmyslových aplikacích na díly z nerezové oceli, titanu a hliníku, kde je důležitá odolnost proti opotřebení.
| Typ laseru | Vlnová délka | Speciální materiál |
|---|---|---|
| Vlákno | 1064 nm | Kovy a slitiny |
| CO₂ | 10,6 μm | Organické látky |
| UV | 355 nm | Citlivé povrchy |
CO₂ lasery: Optimální vlnová délka 10,6 μm pro organické materiály
Vlnová délka 10,6 mikrometru CO₂ laserů přesně odpovídá molekulárním vibračním frekvencím v organických materiálech. Toto rezonanční pohlcování rychle přeměňuje světelnou energii na teplo pro kontrolované odstraňování materiálu sublimací. Dřevo, akryláty, kůže a kompozitní plasty efektivně pohlcují tuto infračervenou vlnovou délku bez rozptylových efektů.
UV lasery: Značení za studena pomocí 355nm fotonové energie
UV lasery využívají vysokoenergetické fotony o vlnové délce 355 nm k iniciaci fotochemických reakcí místo tepelných procesů. Tento způsob „značení za studena“ rozkládá molekulární vazby bez vytváření destruktivních tepelných zón. Citlivé elektronické a lékařské komponenty tak mohou být opatřeny trvalým označením a kódy UDI bez poškození.
Přehled kompatibility materiálů
Kovy a slitiny: Dominance vláknových laserů s technologií VCS
Vlákenné lasery využívají blízké infračervené vlnové délky optimalizované pro hluboké pohlcování kovů, což činí systémy VCS (Vertical Cavity Surface Emitting) ideálními pro nerezovou ocel, hliník a titan. Frekvence 1064 nm okamžitě ohřívá povrchy a vytváří trvanlivé vyryté sériové kódy nebo žíhané značky odolné proti opotřebení a korozi.
Dřevo/Sklo/Plasty: Univerzálnost CO₂ laseru
CO₂ lasery překonávají alternativy u organických materiálů díky optimální absorpci vlnové délky 10,6 μm. Tato vlnová délka bují molekulární vazby ve dřevě, akrylu, skle a polymerech, což umožňuje rychlé leptání bez ohoření. U PVC, ABS a polokarbonátu zajišťují nastavitelná nastavení prevenci tepelné deformace a zároveň udržují FDA čitelné kódy pro obaly.
Citlivá elektronika: Přesnost mikroznačení UV laserem
UV lasery pracují prostřednictvím ne-termych fotochemických reakcí, což je kritické pro křemíkové waferky, plošné spoje nebo konektory pokryté zlatem. Jejich fotony o vlnové délce 355 nm štěpí atomové vazby bez tepla a umožňují dosáhnout alfanumerického označení o velikosti 25 μm na rezistorech a mikročipech.
Srovnání průmyslově specifických aplikací
Automobilový průmysl: Vlákenné lasery pro trvalé označování dílů
Vlákenné laserové systémy excel v označování motorových bloků, převodových součástí a identifikačních čísel vozidel (VIN), kde je trvalá stopovatelnost zásadní. Jejich vysoký špičkový výkon a infračervené vlnové délky pronikají kovovými povrchy bez ohrožení jejich strukturální integrity.
Lékařský průmysl: UV lasery pro označování zařízení v souladu s UDI
Výrobci lékařských zařízení spoléhají na UV lasery pro splnění předpisů FDA týkajících se jedinečné identifikace zařízení (UDI). Vlnová délka 355 nm vytváří mikroskopické kódy Data Matrix na chirurgických nástrojích a implantátech bez vzniku tepelně ovlivněných zón.
Elektronika: UV Optibeam technologie pro serializaci plošných spojů
Technologie UV Optibeam dosahuje mikronové přesnosti při označování plošných spojů (PCB) a polovodičových součástek. Fotochemický ablační proces vyryje skenovatelné QR kódy přímo na křemíkové destičky bez tepelného poškození okolních obvodů.
Řemesla: CO₂ lasery pro gravírování organických materiálů
CO₂ lasery dominují řemeslným aplikacím díky bezkontaktnímu zpracování přírodních materiálů. Truhláři a designéři využívají vlnovou délku 10,6 μm k odpařování celulózy ve dřevě, kůži a akrylech do ovladatelných hloubek pod 0,1 mm.
Tepelný dopad a analýza kvality značení
Žíhání vs. ablace: srovnání tepelně ovlivněných zón
Způsoby značení žíháním a ablací generují významné tepelné napětí, které mění vlastnosti materiálu. Při žíhání kovů lasery zahřívají povrch na 750–1100 °C, čímž vyvolávají oxidaci prostřednictvím kontrolované tepelné expanze. Ablační techniky odpařují organické materiály, jako jsou plasty, avšak často zanechávají ohořelé okraje a koncentrace vnitřního napětí.
UV značení za studena: Zachování integrity materiálu
Na rozdíl od tepelných procesů pracují UV lasery pomocí fotochemických reakcí, které zcela eliminují přenos tepla. Vlnová délka 355 nm poskytuje energii fotonů 3,5 eV – dostatečnou k rozbití molekulárních vazeb, ale nedostatečnou k významnému zvýšení teploty materiálu.
Požadavky na dodržování předpisů
Standardy UDI pro lékařská zařízení: Nutnost použití UV laseru
UV lasery umožňují značení v souladu s UDI bez ohrožení sterilního balení nebo biokompatibilních povrchů. Jejich schopnost značení za studena zaručuje trvalé kontrastní kódy na jemných nástrojích a zároveň zabraňuje degradaci materiálu, která by mohla porušit požadavky FDA 21 CFR část 11.
Sledovatelnost v leteckém průmyslu: Regulace hloubky značení pomocí vláknového laseru
Vláknové lasery splňují letecké standardy AS9100 přesnou regulací hloubky značení přímo na dílech (DPM). Jejich nastavitelná vlnová délka vytváří oxidační značky s kontrolovaným průnikem 0,001–0,5 mm na lopatky turbín, podvozky a konstrukční slitiny.
Průvodce výběrem: Přiřazení laseru k vašim potřebám
Ideální laserový systém musí odpovídajícím způsobem sladit vlnové délky s vlastnostmi materiálu. Vláknové lasery jsou nejefektivnější volbou pro účely značení kovů – částečně pro díly v letectví, které vyžadují hluboké a trvalé znaky. CO₂ systémy vynikajícím způsobem fungují s organickými materiály, jako je dřevo nebo sklo, kde termální vypařování vytvoří čisté vyrytí. UV lasery pro studené značení a jemné značení (zahrnuje značení UDI); mikro-značení studeným způsobem pod 20 μm bez poškození substrátu pro lékařské přístroje v souladu s UDI nebo citlivé elektronické komponenty.
Vyhodnoťte tři klíčové parametry: absorpční spektra materiálu, regulační požadavky, jako je FDA 21 CFR Part 11, a objemy výroby. Porovnejte tepelnou citlivost s požadavky na hloubku značení, aby nedošlo k deformaci.
Často kladené otázky
Jaké jsou hlavní rozdíly mezi vláknovými, CO₂ a UV lasery?
Fiberové lasery pracují na vlnové délce 1064 nm a jsou ideální pro značení kovů, zatímco CO₂ lasery na 10,6 μm jsou nejvhodnější pro organické materiály, jako je dřevo a akryl. UV lasery využívají fotony o vlnové délce 355 nm pro značení jemných materiálů bez tepla.
Který laser je nejlepší pro značení organických materiálů?
CO₂ lasery jsou optimální pro gravírování organických materiálů, včetně dřeva, akrylu a kůže, díky své vlnové délce 10,6 μm.
Lze UV lasery použít pro lékařské a elektronické komponenty?
Ano, značení UV laserem je účinné pro citlivé elektronické a lékařské komponenty díky jejich schopnosti studeného značení.