
Výběr správného ručního laserového svařovacího stroje může být důležité rozhodnutí. Jedním z klíčových faktorů, které je třeba zvážit, je typ chlazení. Chlazení zajišťuje, aby stroj udržoval příslušnou teplotu během provozu. Pokud se stroj přehřeje, může začít fungovat špatně nebo dokonce selže...
Zobrazit více
Výběr vhodného výkonu pro zařízení pro značení vláknovým laserem je opravdu důležitý. Tato volba může ovlivnit, jak dobře zařízení funguje. Pokud zvolíte nesprávný výkon, nemusíte dosáhnout požadovaných výsledků. Například pokud je výkon příliš nízký, laser nemusí dokázat ...
Zobrazit více
Optické vláknové laserové gravírovací stroje jsou důležitými nástroji v mnoha odvětvích, zejména pro značení a gravírování plastových předmětů. Tyto stroje využívají lasery k vytváření trvalých značek na plastových materiálech. To je užitečné pro označování, značkování nebo pro...
Zobrazit více
Údržba průmyslových ručních zařízení pro svařování vláknovým laserem je velmi důležitá. Tyto stroje umožňují pracovníkům rychlé a přesné spojování kovů a dalších materiálů. Aby byly v provozu v optimálním stavu, je nutné dodržovat kontrolní seznam údržby. Tento seznam zajistí, že všechno …
Zobrazit více
Při používání 3D laserového gravírovacího stroje pro krystaly je udržování chladu velmi důležité. Pokud se stroj příliš zahřeje, nemusí správně fungovat a to může zničit vaše projekty. Chladicí systém pomáhá udržet vše v hladkém provozu. Přílišná teplota způsobuje problémy, jako je rozmazané gravírování...
Zobrazit více
Zařízení pro značení optickým vláknovým laserem jsou důležitými nástroji, které přispívají ke zvýšení bezpečnosti a zabezpečení produktů. Tyto zařízení používají speciální laser k vytváření značek na produktech, například logotypů nebo sériových čísel. Podniky mohou díky těmto zařízením lépe sledovat své produkty...
Zobrazit více
Ruční laserové svařovací stroje se pro práci s tenkými kovy stávají velmi populární. Jsou malé, snadno ovladatelné a umožňují rychlé a kvalitní svařování. Jedním z hlavních důvodů jejich popularity je přesnost. Při práci s tenkými kovy může i nejmenší chyba zničit celou práci...
Zobrazit více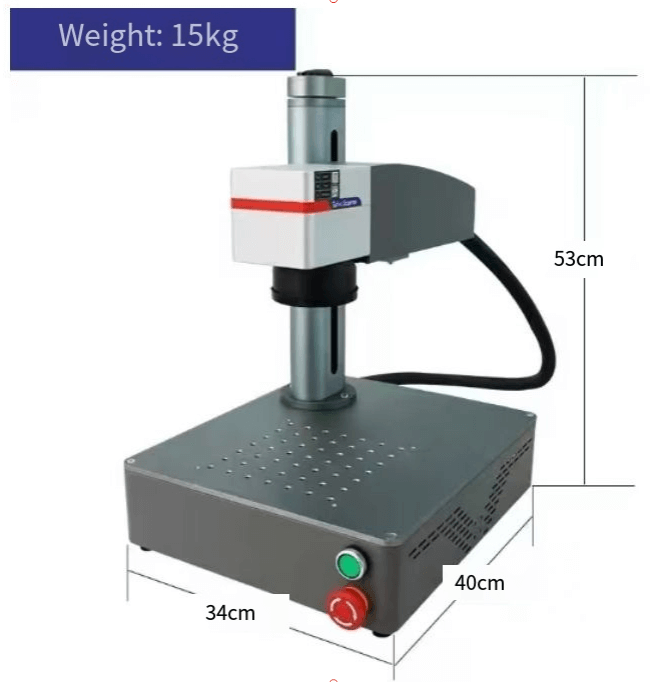
Zařízení pro gravování optickým vláknovým laserem jsou speciální nástroje, které používají světlo k vytváření motivů nebo textu na různých materiálech. Tato zařízení jsou ve výrobních závodech a firmách velmi důležitá, protože zlepšují vzhled výrobků a zároveň umožňují jejich identifikaci. Jedním klíčovým prvkem je...
Zobrazit více
Školení vašich zaměstnanců v oblasti bezpečného používání ručních zařízení pro svařování vláknovým laserem je velmi důležité. Společnost QIJUN si uvědomuje, že tato zařízení mohou být v továrně výkonnými nástroji. Avšak pokud nejsou správně obsluhována, mohou také představovat nebezpečí. Poskytnutím kvalitního školení můžete zajistit zaměstnance...
Zobrazit více
Jak frekvence pulsů řídí účinnost čištění a dodávku energie: Role frekvence pulsů při řízení průměrného výkonu, špičkové fluence a překročení ablačního prahu. Frekvence pulsů hraje klíčovou roli při určování průměrného výkonu...
Zobrazit více
Jak laserové čisticí stroje odstraňují rez: základní fyzikální principy a výhody procesu Mechanika laserové ablace: selektivní odpařování oxidové vrstvy bez poškození podkladu Laserové čisticí zařízení odstraňuje rez pomocí tzv. fototermální ablace...
Zobrazit více
Proč jsou svařovací stroje pro šperky lepší než tradiční pájení u mikro-precizních sestav z drahých kovů: Omezení pájení plamenem – tepelné rozptylování, změna barvy slitin a ztráta integrity spojů při práci s jemným zlatem/stříbrem. Pájení plamenem zahrnuje všechny...
Zobrazit víceCopyright © 2025 Dezhou Qijun Automation Equipment Co., Ltd. — Zásady ochrany soukromí