
Характеристики на вълновата дължина: Влакнени срещу CO₂ срещу UV лазери
Основни принципи на лазерната технология: дължина на вълната и взаимодействие с материали
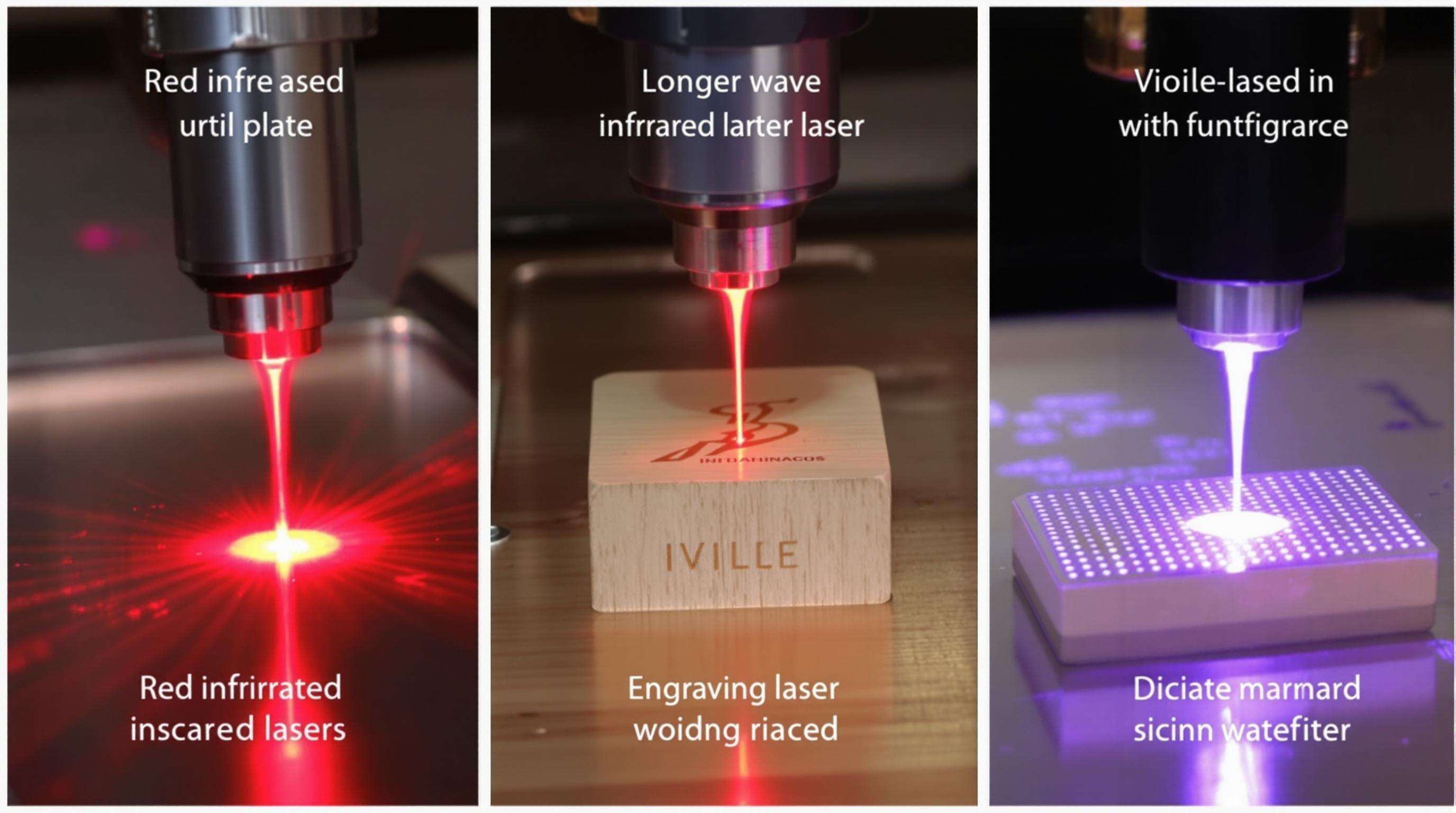
Uv лазерно маркиране производителността зависи от връзката между дължина на вълната и свойствата на абсорбиране на материала . Оптичен лазер (вълнови дължини от 800-2200 nm) се справят отлично при маркиране на метали като стомана, алуминий и титанови сплави, докато CO₂ лазери (вълнова дължина 10,6 μm) обработват органични материали като дърво, акрил и текстил чрез пренасяне на вибрационна енергия.
Основни разлики в отговора на материала:
- Полираните метали отразяват до 60% от падащата лазерна енергия (NIST 2023).
- Термопластични материали като ABS абсорбират UV лазерни вълни (355 nm) 30 пъти по-ефективно в сравнение с инфрачервените.
- UV лазерите осигуряват изключително фини марки (<5 μm разделителна способност) върху силикон от медицински клас с минимално топлинно влияние.
Три основни принципа:
- Дълбочина на абсорбция – UV вълновите дължини взаимодействат вътре в повърхностните слоеве от 0.1-10 μm.
- Прагове на енергия на фотоните – CO₂ лазерите изискват 25 W·cm−² за поликарбонат спрямо 450 W·cm−² за гравиране на неръждаема стомана с влакнени лазери.
- Време за топлинно релаксиране – Деликатни материали се нуждаят от продължителност на импулса под 20 ns, за да се избегне деформация.
Съвременните системи сега разполагат с модули с регулируема вълнова дължина за маркиране на метали (1064 nm) и пластмаси (355 nm), въпреки че специализираните лазери все още са по-добри по плътност на мощност (220 kW·cm−2 за специализирани влакна лазери).
Инфрачервени влакнени лазери: Дълбоко проникване за метали
Инфрачервени влакнени лазери с дължина на вълната 1064 nm, фокусирани върху метали с висока точност. Дългата вълна позволява вътрешното фотонно поглъщане в металните решетки, което прави възможно модифицирането на материала в обема му. Това дълбоко проникване означава, че маркировките няма просто да се изтрият, както при други процеси на маркиране, а ще бъдат издръжливи благодарение на процеса на отпускане от обратната страна – процес на загряване на метал, при който се оксидират цветове, без самият метал да бъде засегнат. Този процес се използва в индустриални приложения върху части от неръждаема стомана, титан и алуминий, където устойчивостта на износване е от значение.
| Лазерен тип | Дължина на вълната | Специфични материали |
|---|---|---|
| Влакно | 1064 nm | Метали и сплави |
| CO₂ | 10,6 μm | Органични материали |
| UV | 355 nm | Чувствителни повърхности |
CO₂ лазери: оптимална дължина на вълната от 10,6 μm за органични вещества
10,6-микрометровата вълнова дължина на CO₂ лазерите съответства напълно на молекулните вибрационни честоти в органичните материали. Това резонансно абсорбиране бързо преобразува светлинната енергия в топлина за контролирано отстраняване на материала чрез сублимация. Дървесина, акрили, кожа и композитни пластмаси ефективно абсорбират тази инфрачервена вълнова дължина без ефекти на разсейване.
UV Лазери: Хладно маркиране чрез 355nm фотонна енергия
UV лазерите използват високоенергични 355nm фотони, за да инициират фотохимични реакции, вместо термични процеси. Този подход на "хладно маркиране" разрушава молекулните връзки, без да създава разрушителни топлинни зони. Чувствителни електронни и медицински компоненти се възползват от сериализация без повреди и UDI кодове.
Разбиване на съвместимостта на материали
Метали и сплави: Доминиране на влакънен лазер с технология VCS
Влакнените лазери използват близки инфрачервени вълни, оптимизирани за дълбоко абсорбиране от метали, което прави системите VCS (Vertical Cavity Surface Emitting) идеални за неръждаема стомана, алуминий и титан. Честотата от 1064 nm моментално загрява повърхностите, създавайки издръжливи гравирани серийни номера или маркировки чрез анелиране, устойчиви на абразия и корозия.
Дърво/Стъкло/Пластика: Многостранност на CO₂ лазерите
CO₂ лазерите надминават алтернативите при обработка на органични материали поради оптималното абсорбиране на вълна от 10.6 μm. Тази вълна възбужда молекулните връзки в дърво, акрил, стъкло и полимери, което позволява бързо гравиране без въглене. За PVC, ABS и поликарбонат, регулируемите настройки предотвратяват термична деформация, като в същото време осигуряват четими от FDA кодове за опаковка.
Чувствителна електроника: Прецизност на UV лазерното микромаркиране
UV лазерите работят чрез неконтактни фотохимични реакции, което е критично за силициеви възли, печатни платки или конектори със златно покритие. Фотоните с дължина на вълната 355 nm разрушават атомни връзки без топлина, осигурявайки сериализация с размер 25 μm на алфанимерични знаци върху резистори и микрочипове.
Сравнение на отрасел-специфични приложения
Автомобилна индустрия: Влакнени лазери за идентификация на издръжливи компоненти
Влакнените лазерни системи се отличават при маркиране на двигатели, компоненти на трансмисията и идентификационни номера на превозни средства (VINs), където постоянна проследимост е критична. Техната висока пиковата мощност и инфрачервените вълни проникват в металните повърхности, без да застрашават структурната цялост.
Медицински: UV лазери за маркиране на устройства в съответствие с UDI
Производителите на медицински устройства разчитат на UV лазери, за да изпълнят изискванията на FDA за уникална идентификация на устройствата (UDI). Дължината на вълната от 355 nm създава микроскопични кодове от типа Data Matrix върху хирургически инструменти и импланти без генериране на зони, засегнати от топлина.
Електроника: UV Optibeam технология за сериализация на печатни платки
Технологията UV Optibeam осигурява прецизност на ниво микрони за маркиране на печатни платки (PCB) и полупроводникови компоненти. Фотохимичният процес на аблация изтрива сканируеми QR кодове директно върху силициеви пластини без топлинно повреждане на заобикалящата електроника.
Ръчни изработки: CO₂ лазери за гравиране на органични материали
CO₂ лазерите доминират приложението в занаятчийските продукти с безконтактна обработка на природни среди. Дърводелци и дизайнери използват вълнови дължини от 10,6 μm, за да изпаряват целулоза в дърво, кожа и акрили на регулируеми дълбочини под 0,1 mm.
Топлинно влияние и анализ на качеството на маркирането
Отглеждане (анелиране) срещу аблация: сравнение на зоните с топлинно влияние
Методите за маркиране чрез отглеждане и аблация генерират значително топлинно напрежение, което променя свойствата на материала. При отглеждането на метали лазерите загряват повърхностите до 750–1100°C, индуцирайки оксидация чрез контролирано топлинно разширение. Техниките за аблация изпаряват органични материали като пластмаси, но често оставят опушени ръбове и концентрации на вътрешно напрежение.
UV маркиране при ниски температури: Запазване на интегритета на материала
За разлика от термичните процеси, UV лазерите работят чрез фотохимични реакции, които избягват напълно предаването на топлина. Дължината на вълната от 355 nm осигурява енергия на фотоните от 3.5 eV – достатъчна, за да разруши молекулните връзки, но недостатъчна, за да повиши значително температурата на материала.
Изисквания за съответствие на регулаторите
Стандарти за UDI на медицински устройства: Необходимост от UV лазер
UV лазерите позволяват маркиране, съответстващо на изискванията на UDI, без да компрометират стерилната опаковка или биосъвместимите повърхности. Технологията им за маркиране при ниски температури осигурява постоянни висококонтрастни кодове върху деликатни инструменти, като в същото време предотвратява деградацията на материала, която би нарушила изискванията на FDA 21 CFR Part 11.
Проследимост в авиокосмическата индустрия: Контрол върху дълбочината чрез влакънен лазер
Влакънните лазери отговарят на авиокосмическите стандарти AS9100 чрез прецизен контрол на дълбочината при директното маркиране на детайли (DPM). Променливата дължина на вълната им позволява да създават маркировки чрез оксидация с регулирано проникване от 0.001 до 0.5 mm върху лопатки на турбини, шасита и структурни сплави.
Ръководство за избор: Съпоставяне на лазера според вашите нужди
Идеалната лазерна система трябва да съответства на дължината на вълната с характеристиките на материала. Влакнестите лазери са най-ефективният избор за маркиране на метали – частично и за детайли в авиацията, които изискват дълбоки и неизтриваеми символи. CO₂ системите се представят отлично при работа с органични материали като дърво или стъкло, където термичното изпаряване ще осигури чисти гравировки. UV лазери за студено маркиране и прецизно маркиране (включва UDI маркиране); микромаркиране при температура под 20 μm без повреждане на основата за съответстващи на UDI медицински устройства или чувствителна електроника.
Оценете три ключови аспекта: спектъра на абсорбция на материала, регулаторни изисквания като FDA 21 CFR Part 11 и обемите на производството. Сравнете термичната чувствителност с изискванията за дълбочина на маркиране, за да се предотврати деформация.
Често задавани въпроси
Какви са основните разлики между влакнестите, CO₂ и UV лазерите?
Фибрите работят на 1064nm и са идеални за маркиране на метали, докато CO₂ лазерите на 10,6μm са най-добри за органични материали като дърво и акрил. UV лазерите използват 355nm фотони за маркиране на нежни материали без топлина.
Кой лазер е най-добрият за маркиране на органични материали?
CO₂ лазерите са оптимални за гравиране на органични материали, включително дърво, акрил и кожа, поради тяхната дължина на вълна от 10,6μm.
Може ли UV лазери да се използват за медицински и електронни компоненти?
Да, UV лазерното маркиране е ефективно за чувствителни електронни и медицински компоненти поради техните възможности за студено маркиране.
Съдържание
- Характеристики на вълновата дължина: Влакнени срещу CO₂ срещу UV лазери
- Разбиване на съвместимостта на материали
- Сравнение на отрасел-специфични приложения
- Топлинно влияние и анализ на качеството на маркирането
- Изисквания за съответствие на регулаторите
- Ръководство за избор: Съпоставяне на лазера според вашите нужди
- Често задавани въпроси