
Charakterystyka długości fali: laser włóknowy vs CO₂ vs UV
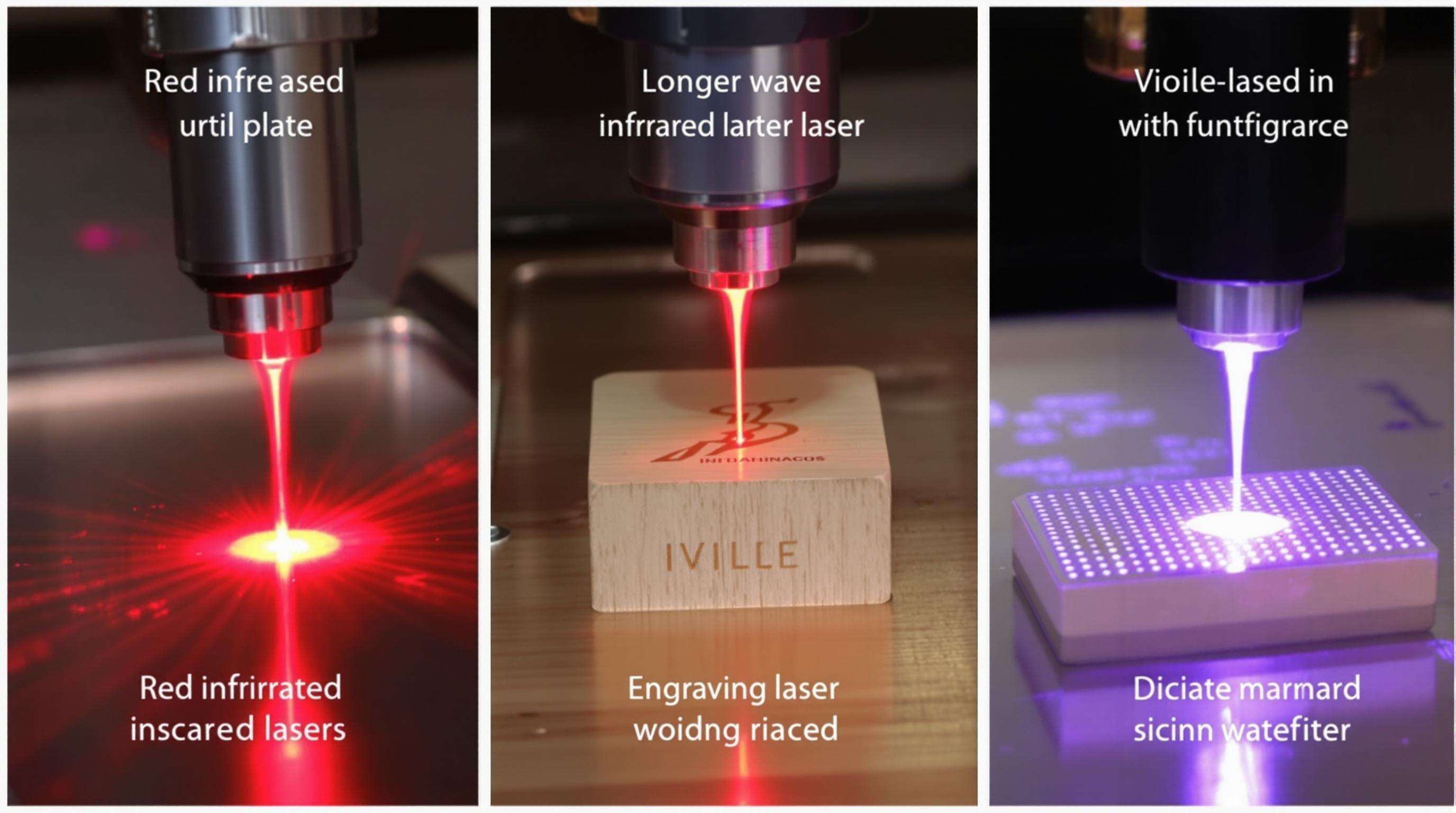
Podstawy technologii laserowej: długość fali i interakcje z materiałami
Oznakowywanie lasem UV wydajność zależy od zależności między długość fali i właściwościami absorpcyjnymi materiału . Laser Włókienkowy (długości fal 800-2200 nm) doskonale sprawdzają się w oznaczaniu metali takich jak stal, aluminium i stopy tytanu, podczas gdy Lasery CO₂ (długość fali 10,6 μm) działają na materiały organiczne, takie jak drewno, akrystal i tekstylia, poprzez przenoszenie energii wibracyjnej.
Główne różnice w reakcjach materiałów:
- Polerowane metale odbijają nawet 60% padającej energii laserowej (NIST 2023).
- Termoplastyki takie jak ABS absorbują fale laserowe UV (355 nm) 30 razy skuteczniej niż podczerwień.
- Lazery UV pozwalają uzyskać ekstremalnie drobne znakowanie (<5 μm rozdzielczości) na silikonie medycznym z minimalnym wpływem cieplnym.
Trzy zasady kierujące:
- Głębokość absorpcji – Długości fal UV oddziałują w warstwach powierzchniowych o grubości 0,1–10 μm.
- Progowe wartości energii fotonów – Do grawerowania poliwęglanu laserem CO₂ potrzeba 25 W·cm−² w porównaniu do 450 W·cm−² dla grawerowania stali nierdzewnej laserem światłowodowym.
- Czas relaksacji termicznej – Materiały delikatne wymagają czasu impulsu krótszego niż 20 ns, aby uniknąć deformacji.
Nowoczesne systemy są dziś wyposażone w moduły z możliwością regulacji długości fali w przypadku laserów specjalistycznych nadal przewyższają one w gęstości mocy (220 kW·cm−2 dla dedykowanych laserów włóknistych).
Infraczerwone lasery włóknowe: głębokie przenikanie metali
Laserowe włókienne źródła podczerwieni o długości fali 1064 nm, skupiające się na metalach z dużą precyzją. Długa długość fali umożliwia wewnętrzną absorpcję fotonów w metalicznych sieciach krystalicznych, co pozwala na modyfikację materiału w jego wnętrzu. To głębokie wnikanie oznacza, że znaki nie będą jedynie powierzchniowymi zadrapaniami, jak w innych procesach znakowania, lecz trwałymi znakami uzyskanymi dzięki odżarzaniu od strony tylnej – procesowi podgrzewania metalu w celu utleniania barw, bez oddziaływania na sam metal. Proces ten stosuje się w zastosowaniach przemysłowych do części ze stali nierdzewnej, tytanu i aluminium, gdzie odporność na zużycie ma istotne znaczenie.
| Typ Lasera | Długość fali | Specjalność materiałowa |
|---|---|---|
| Włókno | 1064 nm | Metale i stopy |
| CO₂ | 10,6 μm | Materiały organiczne |
| UV | 355 nm | Wrażliwe powierzchnie |
Laser CO₂: Optymalna długość fali 10,6 μm dla materiałów organicznych
Długość fali 10,6 mikrometra laserów CO₂ idealnie współgra z częstotliwościami drgań molekularnych w materiałach organicznych. Rezonansowe pochłanianie skutecznie przekształca energię świetlną w ciepło, umożliwiając kontrolowane usuwanie materiału poprzez sublimację. Drewno, akryle, skóra oraz tworzywa kompozytowe skutecznie pochłaniają tę falę podczerwoną, bez efektów rozpraszania.
Lasery UV: Zimne znakowanie dzięki energii fotonów 355 nm
Lasery UV wykorzystują wysoką energię fotonów o długości 355 nm, aby zainicjować reakcje fotochemiczne zamiast procesów termicznych. Takie podejście znane jako "zimne znakowanie" powoduje rozpad wiązań molekularnych bez generowania zniszczonych stref termicznych. Wrażliwe komponenty elektroniczne i medyczne zyskują dzięki temu nieuszkodzone oznaczenia i kody UDI.
Zestawienie kompatybilności z materiałami
Metale i stopy: dominacja laserów światłowodowych z zastosowaniem technologii VCS
Lasery włóknowe wykorzystują zoptymalizowane długości fal w bliskiej podczerwieni, które sprzyjają głębokiemu wchłanianiu przez metale, dzięki czemu systemy VCS (Vertical Cavity Surface Emitting) są idealne do stali nierdzewnej, aluminium i tytanu. Częstotliwość 1064 nm natychmiast ogrzewa powierzchnie, tworząc trwałe wygrawerowane numery seryjne lub znaki hartowania odporno na ścieranie i korozję.
Drewno/Szkoło/Plastiki: Wielozadaniowość laserów CO₂
Lasery CO₂ przewyższają inne rozwiązania w przypadku materiałów organicznych dzięki zoptymalizowanej długości fali 10,6 μm, która jest dobrze wchłaniana. Ta długość fali pobudza wiązania molekularne w drewnie, akrylu, szkle i polimerach, umożliwiając szybkie grawerowanie bez zwęglenia. Dla PVC, ABS i poliwęglanów, regulowane ustawienia zapobiegają odkształceniom termicznym, jednocześnie zapewniając czytelne kody zgodne z normami FDA dla opakowań.
Wrażliwa elektronika: Precyzyjne mikrozakładanie laserem UV
Laser UV działa poprzez nietermiczne reakcje fotochemiczne, kluczowe dla krzemowych płytek, PCB oraz złączek pokrytych złotem. Ich fotony o długości 355 nm rozrywają wiązania atomowe bez użycia ciepła, pozwalając na nanoszenie alfanumerycznej identyfikacji o grubości 25 μm na rezystorach i mikrochipach.
Porównanie zastosowań specyficznych dla branży
Motoryzacja: Lasery światłowodowe do trwałej identyfikacji części
Systemy laserów światłowodowych doskonale sprawdzają się w znakowaniu bloków silnika, elementów skrzyni biegów oraz numerów identyfikacyjnych pojazdów (VIN), tam gdzie kluczowa jest trwała śledzalność. Ich wysoka moc szczytowa i podczerwone długości fal przenikają powierzchnie metalowe bez naruszania ich integralności konstrukcyjnej.
Medycyna: Lasery UV do znakowania urządzeń zgodnie z UDI
Producenci urządzeń medycznych polegają na laserach UV, aby spełnić wymogi FDA dotyczące Unikalnej Identyfikacji Urządzenia (UDI). Długość fali 355 nm umożliwia tworzenie mikroskopijnych kodów Data Matrix na instrumentach chirurgicznych i implantach bez powstawania stref wpływu ciepła.
Elektronika: Technologia UV Optibeam do serializacji PCB
Technologia UV Optibeam osiąga precyzję na poziomie mikronów przy znakowaniu płytek drukowanych (PCB) i komponentów półprzewodnikowych. Proces fotochemicznego ablacji umożliwia trawienie skanowalnych kodów QR bezpośrednio na płytkach krzemowych bez uszkodzenia termicznego otaczającej elektroniki.
Sztuka rzemieślnicza: Lasery CO₂ do grawerowania materiałów organicznych
Lasury CO₂ dominują w zastosowaniach rzemieślniczych dzięki obróbce bezkontaktowej naturalnych materiałów. Stolarze i projektanci wykorzystują fale o długości 10,6μm do odparowania celulozy w drewnie, skórze i akrylach na kontrolowanych głębokościach poniżej 0,1 mm.
Analiza wpływu termicznego i jakości znakowania
Znakowanie poprzez odpuszczanie a ablacja: porównanie stref wpływu ciepła
Metody znakowania poprzez odpuszczanie i ablację generują znaczne naprężenia termiczne, które zmieniają właściwości materiału. Podczas odpuszczania metali lasery podgrzewają powierzchnie do temperatury 750–1100°C, indukując utlenianie poprzez kontrolowaną ekspansję termiczną. Techniki ablacji odparowują materiały organiczne takie jak tworzywa sztuczne, lecz często pozostawiają zwęglone krawędzie i koncentracje naprężeń wewnętrznych.
Znakowanie UV na zimno: Zachowanie integralności materiału
W przeciwieństwie do procesów termicznych, lasery UV działają poprzez reakcje fotochemiczne, które całkowicie unikają przenoszenia ciepła. Długość fali 355 nm dostarcza energii fotonów na poziomie 3,5 eV – wystarczającej, aby rozerwać wiązania molekularne, ale niewystarczającej, by istotnie podnieść temperaturę materiału.
Wymagania dotyczące zgodności z przepisami
Standardy UDI dla urządzeń medycznych: Konieczność użycia lasera UV
Lastery UV umożliwiają znakowanie zgodne z UDI bez naruszania sterylnych opakowań czy powierzchni biokompatybilnych. Ich zdolność do znakowania na zimno gwarantuje trwałe, wysokokontrastowe kody na delikatnych instrumentach, zapobiegając degradacji materiału, która mogłaby naruszyć wymagania FDA 21 CFR część 11.
Śledzenie w przemyśle lotniczym: Kontrola głębokości znaku laserem światłowodowym
Lastery światłowodowe spełniają standardy lotnicze AS9100 dzięki precyzyjnemu regulowaniu głębokości znaku w przypadku bezpośredniego oznaczania elementów (DPM). Ich regulowana długość fali pozwala uzyskać znaki utlenione z kontrolowaną penetracją od 0,001 do 0,5 mm na łopatkach turbin, podwoziach i stopach konstrukcyjnych.
Przewodnik wyboru: Dopasowanie lasera do własnych potrzeb
Idealny system laserowy musi dopasować właściwości długości fali do charakterystyki materiału. Lasery włóknowe są najefektywniejszą opcją do znakowania metali – w szczególności części lotniczych wymagających trwałych, niezatieralnych znaków. Systemy CO₂ doskonale sprawdzają się z materiałami organicznymi, takimi jak drewno czy szkło, gdzie sublimacja termiczna pozwala uzyskać czyste grawerunki. Lasery UV do zimnego i precyzyjnego znakowania (w tym znakowanie UDI); mikrozakres poniżej 20 μm bez uszkadzania podłoża, zgodny z wymogami dla urządzeń medycznych lub wrażliwej elektroniki.
Należy ocenić trzy kluczowe aspekty: widmo absorpcji materiału, wymagania regulacyjne takie jak FDA 21 CFR Part 11 oraz wielkości produkcji. Należy zestawić wrażliwość termiczną z wymaganiami dotyczącymi głębokości znaku, aby zapobiec deformacjom.
Często zadawane pytania
Jaka jest główna różnica między laserami włóknowymi, CO₂ a UV?
Laserowe włókienne działają na długości fali 1064 nm i są idealne do znakowania metali, podczas gdy lasery CO₂ na długości fali 10,6 μm najlepiej sprawdzają się w przypadku materiałów organicznych, takich jak drewno czy akryl. Lasery UV wykorzystują fotony o długości fali 355 nm, pozwalając na znakowanie delikatnych materiałów bez użycia ciepła.
Który laser jest najlepszy do znakowania materiałów organicznych?
Lasery CO₂ są optymalne do grawerowania materiałów organicznych, w tym drewna, akrylu i skóry, dzięki długości fali 10,6 μm.
Czy lasery UV mogą być stosowane do komponentów medycznych i elektronicznych?
Tak, znakowanie laserami UV jest skuteczne dla wrażliwych elementów elektronicznych i komponentów medycznych dzięki ich możliwości znakowania na zimno.
Spis treści
- Charakterystyka długości fali: laser włóknowy vs CO₂ vs UV
- Zestawienie kompatybilności z materiałami
- Porównanie zastosowań specyficznych dla branży
- Analiza wpływu termicznego i jakości znakowania
- Wymagania dotyczące zgodności z przepisami
- Przewodnik wyboru: Dopasowanie lasera do własnych potrzeb
- Często zadawane pytania