
तरंग दैर्ध्य विशेषताएं: फाइबर बनाम CO₂ बनाम UV लेजर
लेज़र तकनीक के मूल सिद्धांत: तरंगदैर्घ्य और पदार्थों की अन्योन्यक्रिया
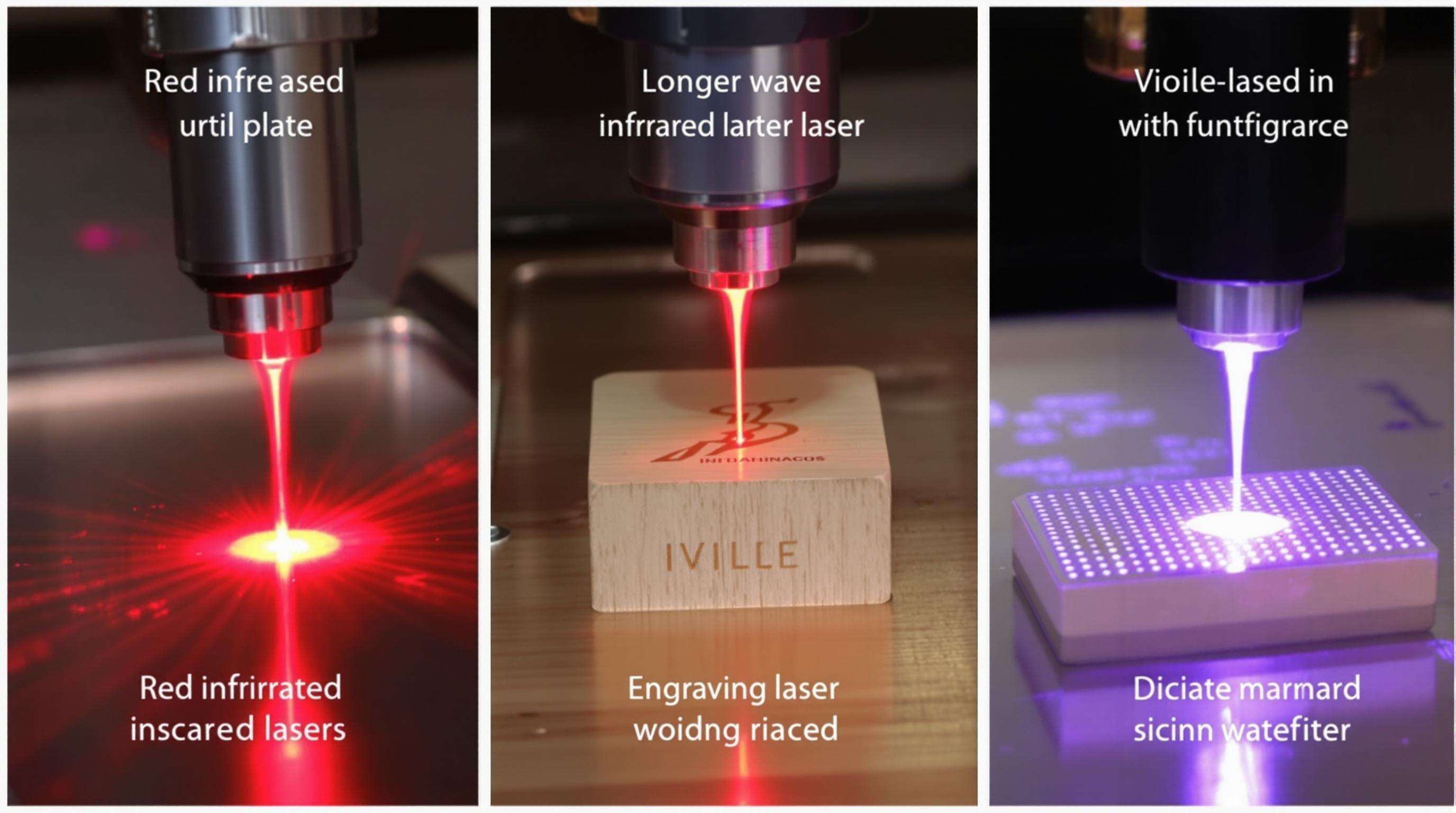
यूवी लेज़र चिह्नित प्रदर्शन में संबंध पर निर्भर करता है तरंगदैर्ध्य और पदार्थ के अवशोषण गुणों . फाइबर लेजर (800-2200 एनएम तरंग दैर्ध्य) स्टील, एल्यूमीनियम और टाइटेनियम मिश्र धातुओं जैसी धातुओं की मार्किंग के लिए उत्कृष्ट है, जबकि CO₂ लेजर (10.6 μm तरंग दैर्ध्य) काष्ठ, एक्रिलिक और कपड़े जैसी कार्बनिक सामग्री पर कंपन ऊर्जा स्थानांतरण के माध्यम से लक्ष्य करता है।
पदार्थों की प्रतिक्रियाओं में मुख्य अंतर:
- पॉलिश की गई धातुएं आपतित लेज़र ऊर्जा का 60% तक परावर्तित करती हैं (NIST 2023)।
- एबीएस जैसे थर्मोप्लास्टिक्स 30 गुना अधिक कुशलता से यूवी लेज़र तरंगदैर्घ्य (355 एनएम) को अवशोषित करते हैं जबकि इन्फ्रारेड की तुलना में।
- यूवी लेज़र्स चिकित्सा ग्रेड सिलिकॉन पर न्यूनतम ऊष्मा प्रभाव के साथ अति-सूक्ष्म निशान (5 माइक्रोन से कम संकल्प) प्राप्त करते हैं।
तीन नियामक सिद्धांत:
- अवशोषण गहराई – पराबैंगनी तरंगदैर्घ्य 0.1-10 माइक्रोन सतह परतों के भीतर अन्योन्यक्रिया करते हैं।
- फोटॉन ऊर्जा सीमा – कार्बनिक ग्लास के लिए 25 वाट·सेमी−² की आवश्यकता होती है, जबकि फाइबर लेज़र के साथ स्टेनलेस स्टील एनग्रेविंग के लिए 450 वाट·सेमी−² की आवश्यकता होती है।
- ऊष्मीय शिथिलन समय – कोमल सामग्री को विकृति से बचाने के लिए 20 नैनोसेकंड से कम पल्स अवधि की आवश्यकता होती है।
आधुनिक प्रणालियों में अब शामिल हैं तरंगदैर्घ्य-समायोज्य मॉड्यूल जो धातुओं (1064 एनएम) और प्लास्टिक (355 एनएम) दोनों को चिह्नित करते हैं, हालांकि विशेषज्ञ लेज़र शक्ति घनत्व में अभी भी श्रेष्ठ हैं (समर्पित फाइबर लेज़र के लिए 220 किलोवाट·सेमी−²)।
इन्फ्रारेड फाइबर लेजर: धातुओं के लिए गहरी प्रवेश
1064nm तरंग दैर्ध्य में इन्फ्रारेड फाइबर लेज़र, उच्च सटीकता के साथ धातुओं पर केंद्रित होते हैं। लंबी तरंग दैर्ध्य धातु के जालक के भीतर अंतर्निहित फोटॉन अवशोषण की अनुमति देती है, जिससे सामग्री के भीतर के संशोधन को संभव बनाया जा सके। यह गहरी पैठ इस बात की गारंटी देती है कि अन्य मार्किंग प्रक्रियाओं के समान निशान बस स्क्रैच नहीं होंगे, जिसके परिणामस्वरूप पीछे की ओर एनीलिंग की प्रक्रिया के माध्यम से एक स्थायी निशान बन जाता है - धातु को ऑक्सीकरण रंगों के बिना धातु पर किसी प्रकार के प्रभाव के बिना गर्म करने की प्रक्रिया। इस प्रक्रिया का उपयोग स्टेनलेस स्टील, टाइटेनियम और एल्यूमीनियम भागों पर औद्योगिक अनुप्रयोगों में किया जाता है जहां पहनने के लिए प्रतिरोध महत्वपूर्ण है।
| लेजर प्रकार | तरंगदैर्ध्य | सामग्री विशेषता |
|---|---|---|
| फाइबर | 1064 एनएम | धातुएँ और मिश्र धातुएँ |
| CO₂ | 10.6 माइक्रोन | कार्बनिक पदार्थ |
| UV | 355 एनएम | संवेदनशील सतहें |
CO₂ लेज़र: कार्बनिक पदार्थों के लिए इष्टतम 10.6μm तरंग दैर्ध्य
CO₂ लेज़र की 10.6-माइक्रोमीटर तरंग दैर्ध्य कार्बनिक सामग्री में आणविक कंपन आवृत्तियों के साथ सही संरेखित होती है। यह अनुनादी अवशोषण प्रकाश ऊर्जा को उपलब्ध सामग्री को हटाने के लिए उबालकर ऊष्मा में परिवर्तित कर देता है। लकड़ी, एक्रिलिक, चमड़ा और संयुक्त प्लास्टिक इस अवरक्त तरंग दैर्ध्य को बिना फैलाव प्रभाव के अच्छी तरह से अवशोषित करते हैं।
यूवी लेज़र: 355nm फोटॉन ऊर्जा के माध्यम से ठंडा चिह्नन
यूवी लेज़र तापीय प्रक्रियाओं के बजाय प्रकाश रासायनिक प्रतिक्रियाओं को शुरू करने के लिए उच्च-ऊर्जा 355nm फोटॉन का उपयोग करते हैं। इस "ठंडा चिह्नन" दृष्टिकोण आणविक बंधनों को नष्ट कर देता है बिना विनाशकारी ऊष्मा क्षेत्रों को उत्पन्न किए। संवेदनशील इलेक्ट्रॉनिक्स और चिकित्सा घटकों को क्षति रहित श्रृंखलाबद्धता और UDI कोड प्राप्त होते हैं।
सामग्री अनुकूलता विश्लेषण
धातुएं और मिश्र धातुएं: VCS तकनीक के साथ फाइबर लेज़र का प्रभुत्व
फाइबर लेज़र धातु के गहरे अवशोषण के लिए अनुकूलित नियर-इन्फ्रारेड तरंग दैर्ध्य का उपयोग करते हैं, जिससे वीसीएस (वर्टिकल कैविटी सरफेस एमिटिंग) सिस्टम को स्टेनलेस स्टील, एल्युमीनियम और टाइटेनियम के लिए आदर्श बनाता है। 1064 एनएम आवृत्ति तुरंत सतहों को गर्म करती है, जिससे घिसाव और संक्षारण के प्रतिरोधी स्थायी उभरे हुए श्रृंखला कोड या एनीलिंग निशान बनते हैं।
लकड़ी/कांच/प्लास्टिक: CO₂ लेज़र बहुमुखी प्रतिभा
CO₂ लेज़र 10.6 माइक्रोन तरंग दैर्ध्य के अवशोषण के कारण कार्बनिक पदार्थों पर अन्य विकल्पों से बेहतर काम करते हैं। यह तरंग दैर्ध्य लकड़ी, एक्रिलिक, कांच और पॉलिमर में आणविक बंधनों को उत्तेजित करती है, जिससे जले के बिना तेज़ी से उकेर कार्य किया जा सके। पीवीसी, एबीएस और पॉलीकार्बोनेट के लिए, समायोज्य सेटिंग्स तापीय विरूपण को रोकती हैं और पैकेजिंग के लिए एफडीए-स्पष्ट कोड बनाए रखती हैं।
संवेदनशील इलेक्ट्रॉनिक्स: यूवी लेज़र माइक्रो-मार्किंग सटीकता
यूवी लेज़र्स गैर-थर्मल प्रकाश रासायनिक प्रतिक्रियाओं के माध्यम से संचालित होते हैं, जो सिलिकॉन वेफर्स, पीसीबी या सोने के साथ लेपित कनेक्टर्स के लिए महत्वपूर्ण हैं। उनके 355 एनएम फोटॉन गर्मी के बिना परमाणु बंधनों को तोड़ते हैं और प्रतिरोधकों और माइक्रोचिप्स पर 25-माइक्रोन अक्षरांक अनुक्रमण सुनिश्चित करते हैं।
उद्योग-विशिष्ट अनुप्रयोगों की तुलना
ऑटोमोटिव: टिकाऊ भाग पहचान के लिए फाइबर लेज़र
फाइबर लेज़र सिस्टम इंजन ब्लॉक, ट्रांसमिशन घटकों और वाहन पहचान संख्या (VINs) को चिह्नित करने में उत्कृष्ट हैं, जहां स्थायी ट्रेसेबिलिटी महत्वपूर्ण है। उनकी उच्च शिखर शक्ति और इन्फ्रारेड तरंगदैर्घ्य धातु की सतहों को बिना संरचनात्मक अखंडता को नुकसान पहुंचाए पैठते हैं।
मेडिकल: UDI-अनुपालन वाले उपकरण मार्किंग के लिए यूवी लेज़र
मेडिकल उपकरण निर्माता एफडीए विशिष्ट उपकरण पहचान (UDI) आवश्यकताओं को पूरा करने के लिए यूवी लेज़र्स पर भरोसा करते हैं। 355 एनएम तरंगदैर्घ्य शल्य उपकरणों और इम्प्लांट्स पर गर्मी प्रभावित क्षेत्रों को उत्पन्न किए बिना सूक्ष्म-स्तरीय डेटा मैट्रिक्स कोड बनाता है।
इलेक्ट्रॉनिक्स: पीसीबी सीरियलाइज़ेशन के लिए यूवी ऑप्टीबीम तकनीक
यूवी ऑप्टीबीम तकनीक मार्किंग प्रिंटेड सर्किट बोर्ड (पीसीबी) और सेमीकंडक्टर घटकों के लिए माइक्रॉन-स्तरीय सटीकता प्राप्त करती है। फोटोकेमिकल एब्लेशन प्रक्रिया सिलिकॉन वेफर्स पर स्कैन करने योग्य क्यूआर कोड्स बनाती है, बिना आसपास के सर्किट को थर्मल क्षति पहुंचाए।
शिल्प: कार्बनिक सामग्री उत्कीर्णन के लिए CO₂ लेजर
CO₂ लेजर प्राकृतिक माध्यमों की गैर-संपर्क प्रसंस्करण के साथ कलात्मक अनुप्रयोगों में प्रमुखता रखते हैं। लकड़ी के कारीगर और डिज़ाइनर 10.6μm तरंग दैर्ध्य का उपयोग लकड़ी, चमड़ा, और एक्रिलिक्स में सेलूलोज़ को 0.1 मिमी से कम नियंत्रित गहराई पर वाष्पित करने के लिए करते हैं।
थर्मल प्रभाव और मार्किंग गुणवत्ता विश्लेषण
एनीलिंग बनाम एब्लेशन: ताप प्रभावित क्षेत्रों की तुलना
एनीलिंग और एब्लेशन मार्किंग विधियां महत्वपूर्ण थर्मल तनाव उत्पन्न करती हैं जो सामग्री के गुणों को बदल देती हैं। धातु एनीलिंग के दौरान, लेजर सतहों को 750–1100°C तक गर्म करते हैं, नियंत्रित तापीय प्रसार के माध्यम से ऑक्सीकरण पैदा करते हैं। एब्लेशन तकनीकें प्लास्टिक जैसी कार्बनिक सामग्री को वाष्पित कर देती हैं, लेकिन अक्सर जले हुए किनारों और आंतरिक तनाव सांद्रता को छोड़ देती हैं।
यूवी ठंडी मार्किंग: सामग्री अखंडता की रक्षा
ऊष्मीय प्रक्रियाओं के विपरीत, यूवी लेज़र फोटोकैमिकल प्रतिक्रियाओं के माध्यम से संचालित होते हैं जो पूरी तरह से ऊष्मा स्थानांतरण से बचते हैं। 355 एनएम तरंग दैर्ध्य 3.5 ईवी फोटॉन ऊर्जा प्रदान करता है - आणविक बंधनों को तोड़ने के लिए पर्याप्त लेकिन सामग्री के तापमान में महत्वपूर्ण वृद्धि करने में असमर्थ।
नियामक अनुपालन आवश्यकताएँ
मेडिकल डिवाइस यूडीआई मानक: यूवी लेज़र आवश्यकता
यूवी लेज़र स्टेराइल पैकेजिंग या जैव-अनुकूल सतहों के त्याग के बिना यूडीआई-अनुपालन मार्किंग सक्षम बनाते हैं। उनकी ठंडी-मार्किंग क्षमता नाजुक उपकरणों पर स्थायी उच्च-कॉन्ट्रास्ट कोड सुनिश्चित करती है, जबकि सामग्री के क्षरण से रोकथाम होती है जो एफडीए 21 सीएफआर भाग 11 आवश्यकताओं का उल्लंघन कर सकती है।
एयरोस्पेस पारदर्शिता: फाइबर लेज़र गहराई नियंत्रण
फाइबर लेज़र एस9100 मानकों को सीधे पार्ट मार्किंग (डीपीएम) में सटीक गहराई विनियमन के माध्यम से पूरा करते हैं। उनकी समायोज्य तरंग दैर्ध्य टर्बाइन ब्लेड, लैंडिंग गियर और संरचनात्मक मिश्र धातुओं पर नियंत्रित 0.001-0.5 मिमी प्रवेश के साथ ऑक्सीकरण चिह्न उत्पन्न करती है।
चयन गाइड: अपनी आवश्यकताओं के अनुसार लेज़र का मिलान करना
आदर्श लेजर सिस्टम को सामग्री विशेषताओं के साथ तरंग दैर्ध्य गुणों को मिलाना पड़ता है। धातु मार्किंग की आवश्यकताओं के लिए फाइबर लेजर सबसे कुशल विकल्प है - वायु यान ट्रेसेबिलिटी भागों के लिए भी, जिनमें गहरे, अमिट अक्षरों की आवश्यकता होती है। CO₂ सिस्टम लकड़ी या कांच जैसे कार्बनिक पदार्थों के साथ बेहतरीन प्रदर्शन करता है, जहां थर्मल वाष्पीकरण साफ उभरे हुए चिह्न उत्पन्न करेगा। UDI मार्किंग सहित ठंडे मार्किंग और सूक्ष्म मार्किंग के लिए यूवी लेजर; UDI-अनुरूप चिकित्सा उपकरणों या संवेदनशील इलेक्ट्रॉनिक्स के लिए सब्सट्रेट क्षति के बिना 20 माइक्रोन से कम ठंडे सूक्ष्म मार्किंग।
तीन महत्वपूर्ण आयामों का मूल्यांकन करें: सामग्री अवशोषण स्पेक्ट्रा, नियामक आवश्यकताएं जैसे FDA 21 CFR भाग 11, और उत्पादन मात्रा। विरूपण को रोकने के लिए मार्किंग गहराई विनिर्देशों के खिलाफ तापीय संवेदनशीलता की तुलना करें।
सामान्य प्रश्न
फाइबर, CO₂, और यूवी लेजर के बीच मुख्य अंतर क्या हैं?
फाइबर लेज़र 1064nm पर काम करते हैं और धातुओं को चिह्नित करने के लिए आदर्श होते हैं, जबकि CO₂ लेज़र 10.6μm पर लकड़ी और एक्रिलिक जैसी कार्बनिक सामग्री के लिए सबसे उपयुक्त होते हैं। UV लेज़र 355nm फोटॉन का उपयोग गर्मी के बिना संवेदनशील सामग्री को चिह्नित करने के लिए करते हैं।
कार्बनिक सामग्री पर चिह्न लगाने के लिए कौन सा लेज़र सबसे अच्छा है?
CO₂ लेज़र लकड़ी, एक्रिलिक और चमड़ा जैसी कार्बनिक सामग्री पर उत्कीर्णन के लिए आदर्श हैं क्योंकि उनकी तरंग दैर्ध्य 10.6μm होती है।
क्या UV लेज़र का उपयोग मेडिकल और इलेक्ट्रॉनिक घटकों के लिए किया जा सकता है?
हां, UV लेज़र का चिह्नन संवेदनशील इलेक्ट्रॉनिक्स और मेडिकल घटकों के लिए प्रभावी है क्योंकि उनमें ठंडा चिह्नन क्षमता होती है।