
Die Auswahl der richtigen tragbaren Laser-Schweißmaschine kann eine wichtige Entscheidung sein. Ein entscheidender Aspekt ist die Kühlart. Kühlung sorgt dafür, dass die Maschine während des Betriebs die richtige Temperatur beibehält. Wenn die Maschine zu heiß wird, kann sie ihre Leistung einbüßen oder sogar ausfallen...
MEHR ANZEIGEN
Die Auswahl der richtigen Leistung für Faserlaser-Markiermaschinen ist wirklich wichtig. Diese Entscheidung kann die Leistungsfähigkeit der Maschine maßgeblich beeinflussen. Wenn Sie eine falsche Leistung wählen, erzielen Sie möglicherweise nicht die gewünschten Ergebnisse. Wenn beispielsweise die Leistung zu gering ist, könnte der Laser möglicherweise nicht mark...
MEHR ANZEIGEN
Faserlaser-Markiermaschinen sind wichtige Werkzeuge in vielen Branchen, insbesondere zum Beschriften und Gravieren von Kunststoffartikeln. Diese Maschinen verwenden Laser, um dauerhafte Markierungen auf Kunststoffmaterialien zu erzeugen. Dies ist nützlich zum Etikettieren, Branding oder pro...
MEHR ANZEIGEN
Die Wartung industrieller tragbarer Faser-Laserschweißmaschinen ist äußerst wichtig. Mit diesen Maschinen können Arbeiter Metalle und andere Materialien schnell und präzise verbinden. Um einen störungsfreien Betrieb zu gewährleisten, benötigen Sie eine Wartungscheckliste. Diese Checkliste stellt sicher, dass alle ...
MEHR ANZEIGEN
Wenn Sie die 3D-Kristall-Lasergravurmaschine verwenden, ist eine ausreichende Kühlung äußerst wichtig. Wird sie zu heiß, funktioniert sie möglicherweise nicht richtig, was Ihre Projekte gefährden kann. Das Kühlsystem sorgt dafür, dass alles reibungslos läuft. Zu viel Hitze verursacht Probleme wie unscharfe Gravuren...
MEHR ANZEIGEN
Faseroptik-Lasermarkiermaschinen sind wichtige Werkzeuge, die dazu beitragen, Produkte sicherer und geschützter zu machen. Sie verwenden einen speziellen Laser, um Markierungen auf Produkten anzubringen – beispielsweise Logos oder Seriennummern. Unternehmen können ihre Produkte mit diesen Maschinen besser verfolgen...
MEHR ANZEIGEN
Tragbare Laser-Schweißmaschinen erfreuen sich bei Arbeiten an dünnen Metallen zunehmender Beliebtheit. Sie sind kompakt, einfach zu handhaben und ermöglichen schnelles sowie qualitativ hochwertiges Schweißen. Ein wesentlicher Grund für ihre Beliebtheit ist die hohe Präzision. Bei der Verarbeitung dünner Metalle kann bereits ein kleiner Fehler das gesamte Werkstück beschädigen...
MEHR ANZEIGEN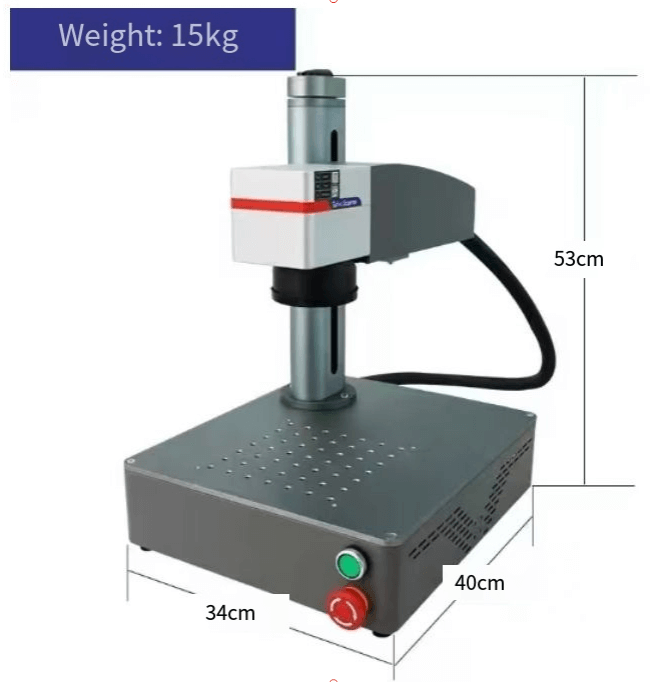
Optische Faserlaser-Markiermaschinen sind spezielle Geräte, die Licht verwenden, um Designs oder Texte auf verschiedenen Materialien anzubringen. Diese Maschinen sind in Fabriken und Unternehmen von großer Bedeutung, da sie dazu beitragen, Produkte optisch aufzuwerten und gleichzeitig eine eindeutige Identifizierung der Artikel zu ermöglichen. Ein zentrales Merkmal …
MEHR ANZEIGEN
Die Schulung Ihres Personals zum sicheren Umgang mit tragbaren Faser-Laserschweißmaschinen ist äußerst wichtig. QIJUN weiß, dass diese Maschinen leistungsstarke Werkzeuge in der Fabrik sein können. Gleichzeitig bergen sie jedoch auch Gefahren, wenn sie nicht ordnungsgemäß gehandhabt werden. Durch eine fundierte Schulung können Sie sicherstellen, dass die Mitarb...
MEHR ANZEIGEN
Wie die Pulsfrequenz die Reinigungseffizienz und die Energieübertragung steuert: Die Rolle der Pulsfrequenz bei der Steuerung der mittleren Leistung, der Spitzenfluenz und des Überschreitens der Ablations-Schwelle. Die Pulsfrequenz spielt eine entscheidende Rolle bei der Bestimmung der mittleren Leistung...
MEHR ANZEIGEN
Wie Laserreinigungsmaschinen Rost entfernen: Grundlegende Physik und Prozessvorteile Laserablationsmechanik: Selektive Verdampfung der Oxidschicht ohne Beschädigung des Substrats Laserreinigungsgeräte entfernen Rost mithilfe eines Verfahrens, das als photothermische Ablation bezeichnet wird...
MEHR ANZEIGEN
Warum Schmuck-Schweißmaschinen herkömmliches Löten bei mikropräzisen Edelmetallbaugruppen überlegen sind: Grenzen des Brennerlötens – thermische Ausbreitung, Legierungsverfärbung und Verlust der Verbindungsfestigkeit bei feinem Gold/Silber. Das Brennerlöten führt alle...
MEHR ANZEIGENCopyright © 2025 Dezhou Qijun Automation Equipment Co., Ltd. — Datenschutzrichtlinie