
Installazione e configurazione del software per Mini incisione laser
Inizia disimballando con cura tutti i componenti su una superficie pulita e organizzata. Verifica che tutti gli articoli siano presenti utilizzando l'elenco del produttore e controlla eventuali danni durante il trasporto. La mancanza del film protettivo o connettori allentati indica possibili problemi che richiedono un'immediata documentazione.
Posiziona la macchina su una superficie robusta e resistente alle vibrazioni, lontano da materiali infiammabili e fonti di umidità. La livellatura è fondamentale: superfici irregolari causano disallineamenti che portano a incisioni sfocate. Collega il sistema di ventilazione di scarico prima di accendere la macchina per evitare l'accumulo di fumi, un grave rischio per la salute.
Collegare le linee di alimentazione stabilizzate a una presa a terra conforme alle specifiche della macchina. Un cablaggio disordinato può danneggiare seriamente le schede di controllo. Verificare nuovamente tutti i punti di assemblaggio (alloggiamento della lente, rotaie del telaio, ecc.) per assicurarsi che tutto si muova correttamente. Un montaggio ben regolato può ridurre il numero di difetti di incisione del 70% (secondo gli standard industriali per laser). Concludere con un'esercitazione sull'uso dell'interruttore di emergenza prima del test sui materiali.
Verificare l'elettronica eseguendo le modalità diagnostica. Rumori insoliti dei motori passo-passo indicano cinghie allentate o problemi ai cuscinetti che richiedono immediata correzione. Non saltare mai l'autocontrollo iniziale: il 93% dei guasti durante l'utilizzo è riconducibile a passaggi di configurazione non effettuati correttamente.
La scelta degli strumenti giusti è fondamentale per mini incisione laser successo. Un software mal configurato è la causa del 68% dei guasti al primo utilizzo ( Digital Fabrication Journal , 2023).
Selezione del software di progettazione: Confronto tra LightBurn e CorelDRAW
Due piattaforme principali supportano mini incisione laser flussi di lavoro:
- LightBurn : Ottimizzato per sistemi laser con preset specifici per dispositivo e intuitivi per la modulazione della potenza e il fuoco automatico. Ideale per principianti.
- CorelDRAW : Focalizzato su vettoriali per design complessi, ma richiede l'inserimento manuale dei parametri. Migliore per professionisti di grafica.
LightBurn elabora i lavori di incisione 40% più velocemente, mentre CorelDRAW eccelle in flessibilità di progettazione pre-incisione.
Installazione del software passo dopo passo e configurazione del driver
- Scaricare esclusivamente da portali ufficiali.
- Disattivare temporaneamente l'antivirus durante l'installazione.
- Collegare la macchina tramite USB prima di avviare il software.
- Eseguire gli strumenti guidati automatici al primo avvio.
- Verificare che le versioni del firmware corrispondano alle specifiche del produttore.
Evitare l'uso di hub USB per prevenire la caduta della connessione. Riavviare sia il computer che il dispositivo dopo l'inizializzazione del driver.
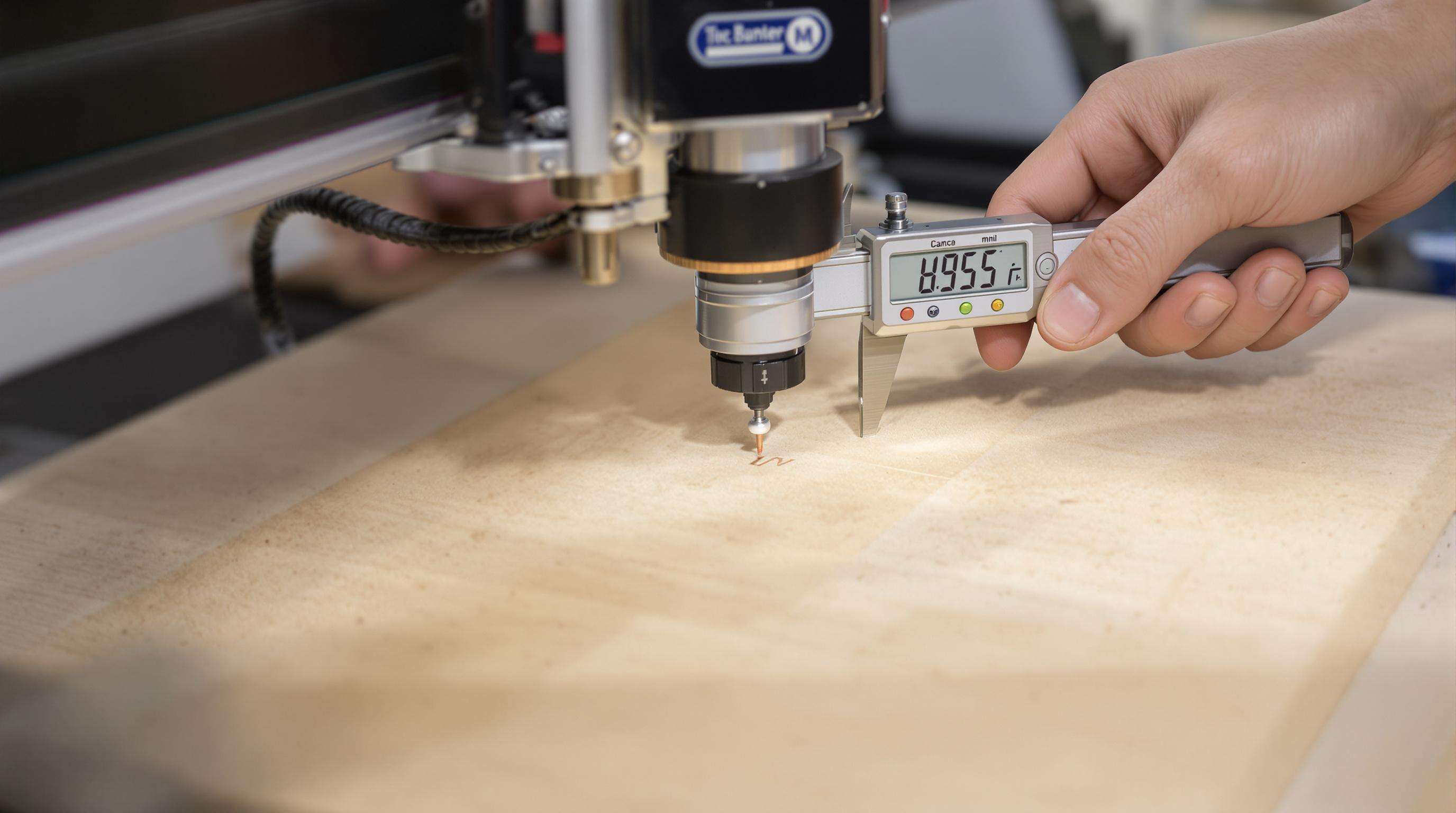
Calibrazione della Macchina nell'Interfaccia
La precisione richiede una sincronizzazione tra digitale e fisico:
- Accedere al modulo di calibrazione nelle impostazioni del software.
- Eseguire un quadrato di prova di 25 mm incisione.
- Misurare le deviazioni con un calibro digitale.
- Inserire i valori di compensazione dimensionale.
- Ripetere fino a quando i margini di errore scendono al di sotto di ±0,1 mm.
Le matrici di calibrazione devono essere salvate per tipo di materiale. Ignorare le variabili di espansione termica provoca il 23% degli errori dimensionali nell'incisione del legno ( Rassegna di Scienza dei Materiali , 2024).
Tecniche di Regolazione del Fuoco per Macchine per Incisione Laser Mini
Il fuoco ottimale è fondamentale, influenzando direttamente la precisione di taglio e la chiarezza dei dettagli. Fino al 70% dei difetti del materiale origina da un'errata messa a fuoco ( Laser Tech Quarterly , 2023).
Procedure di Allineamento delle Lenti per Diversi Materiali
- Legno/Acrilico : Eseguire un test a rampa: sparare una linea laser lungo un'inclinazione di 45 gradi; il segmento più stretto rivela il punto focale.
- Metalli : Utilizzare il metodo di osservazione delle scintille: regolare l'altezza della lente fino a quando le scintille di plasma appaiono minime e concentrate.
- Pelle : Misurare i punti di prova bruciati a intervalli di millimetri per una messa a fuoco a livello superficiale.
Iniziare sempre con la misurazione dello spessore del materiale, poiché l'altezza focale consigliata dai produttori costituisce una base affidabile.
Metodi di Verifica della Calibrazione
Eseguire un test a croce diagonale su materiale di scarto; intersezioni uniformi delle linee indicano una calibrazione precisa. Le macchine compatte beneficiano degli strumenti di validazione digitale presenti nel software di controllo del laser, che generano grafici in tempo reale della profondità di messa a fuoco. In alternativa, utilizzare un calibro digitale per confrontare la profondità di taglio reale con quella programmata.
Consiglio Pro: Eseguire controlli di messa a fuoco ogni due settimane – le vibrazioni delle lenti durante l'operazione causano progressivi spostamenti di allineamento.
Esecuzione del Processo Passo Dopo Passo di Incisione Laser
Pulire le superfici del pezzo da lavorare utilizzando panni in microfibra per rimuovere polvere o oli. Fissare i materiali in piano sulla superficie di incisione utilizzando nastro adesivo non riflettente o morsetti per evitare spostamenti.
Importazione del Design e Configurazione dei Parametri del Software
Caricare design vettoriali (SVG o DXF). Configurare la potenza del laser (%), la velocità (mm/s) e la frequenza (PPI) in base allo spessore e alla complessità del materiale. Antevisualizzare i percorsi utensile per verificare i limiti: regolare i DPI garantisce che i motivi complessi vengano trasferiti con precisione.
Avvio del Ciclo di Incisione: Impostazioni di Potenza/Frequenza per il Legno
Parametri consigliati per il legno:
- Potenza: 60-80%
- Velocità: 150-250 mm/s
I test su acero richiedono una potenza del 10-15% superiore rispetto al pino a causa delle differenze di densità ( Material Processing Quarterly , 2023).
Protocolli di Monitoraggio in Tempo Reale
Osservare lo sviluppo del fumo e l'interazione tra laser e materiale. Interrompere immediatamente se si nota fumo insolito o scintille. Posizionare la ventilazione per rimuovere i fumi senza disturbare il pezzo in lavorazione.
Test di Incisione e Ottimizzazione dei Parametri per Macchine per Incisione Laser Mini
Eseguire incisioni su piccola scala su materiali di scarto per stabilire le impostazioni di base. Documentare ogni combinazione di parametri per riferimenti futuri.
Esecuzione di griglie di test di velocità/potenza
Creare matrici di test regolando la velocità del laser (mm/s) e la potenza (%). Per il legno, testare il 10-100% di potenza su velocità comprese tra 100 e 3000 mm/min. Analizzare per:
- Consistenza della bruciatura e definizione dei bordi
- Deformazione del materiale
- Livelli di fumo
Ottimizzazione della profondità e risoluzione del taglio
Perfezionare la precisione tramite micro-regolazioni:
- Aumentare i DPI (300-500) per disegni complessi.
- Utilizzare la lavorazione multi-passaggio per incisioni più profonde senza bruciare.
Protocolli di sicurezza durante l'operazione della macchina per incisione laser compatta
I laser di classe 4 possono causare gravi ustioni e danni agli occhi. Un'analisi sulla sicurezza del 2023 mostra che il 42% degli incidenti è riconducibile a scorciatoie procedurali.
Attrezzatura essenziale per la sicurezza dei laser
- Indossare occhiali di protezione resistenti ai laser (10.600 nm per i sistemi al CO₂).
- Installare sensori a coperchio e un sistema di ventilazione robusto.
- Verificare il funzionamento del pulsante di arresto di emergenza prima dell'uso.
Prevenzione dei rischi nel flusso di produzione
- Tenere le sostanze infiammabili a una distanza di almeno 3 piedi.
- Attivare l'aria ausiliaria per ridurre il rischio di combustione.
- Verificare la presenza di cloro/PVC nei materiali.
Procedure di Intervento in Caso di Emergenza
- Posizionare estintori per incendio a CO₂ entro portata.
-
Seguire la procedura "arresto in tre passaggi":
- Attivare l'arresto di emergenza.
- Interrrompere l'alimentazione alla fonte.
- Evacuare il personale.
In caso di esposizione agli occhi, utilizzare le stazioni di lavaggio con soluzione salina e cercare immediatamente
Sezione FAQ
Cosa devo fare se alcune componenti della mia macchina per incisione laser mini sono danneggiate durante la spedizione?
Se riscontri che alcune componenti sono danneggiate, documenta immediatamente il problema e contatta il produttore per assistenza e potenziali sostituzioni.
Quanto è importante la calibrazione della macchina per la precisione dell'incisione?
La calibrazione della macchina è fondamentale per garantire incisioni precise. Un allineamento errato o una calibrazione inadeguata possono causare imprecisioni significative nel lavoro.
Come eseguo un test di messa a fuoco per materiali diversi?
Materiali diversi richiedono tecniche specifiche di messa a fuoco. Per il legno e l'acrilico si utilizza un test a rampa, per i metalli si osservano le scintille, mentre per la pelle si misurano dei punti di prova.
Quale equipaggiamento di sicurezza dovrei utilizzare durante l'uso di una macchina per incisione laser portatile?
Indossare sempre occhiali resistenti ai laser e assicurarsi di disporre di un'adeguata ventilazione. Verificare che le funzioni di arresto di emergenza siano operative per prevenire incidenti.
Indice
- Installazione e configurazione del software per Mini incisione laser
- Tecniche di Regolazione del Fuoco per Macchine per Incisione Laser Mini
- Esecuzione del Processo Passo Dopo Passo di Incisione Laser
- Test di Incisione e Ottimizzazione dei Parametri per Macchine per Incisione Laser Mini
- Protocolli di sicurezza durante l'operazione della macchina per incisione laser compatta
-
Sezione FAQ
- Cosa devo fare se alcune componenti della mia macchina per incisione laser mini sono danneggiate durante la spedizione?
- Quanto è importante la calibrazione della macchina per la precisione dell'incisione?
- Come eseguo un test di messa a fuoco per materiali diversi?
- Quale equipaggiamento di sicurezza dovrei utilizzare durante l'uso di una macchina per incisione laser portatile?