
Nasıl Takı Lazer Nokta Kaynak Makinesi Teknoloji Hassas Çalışmaları Dönüştürüyor
Takı Lazer Kaynak Makineleri Nasıl Çalışır
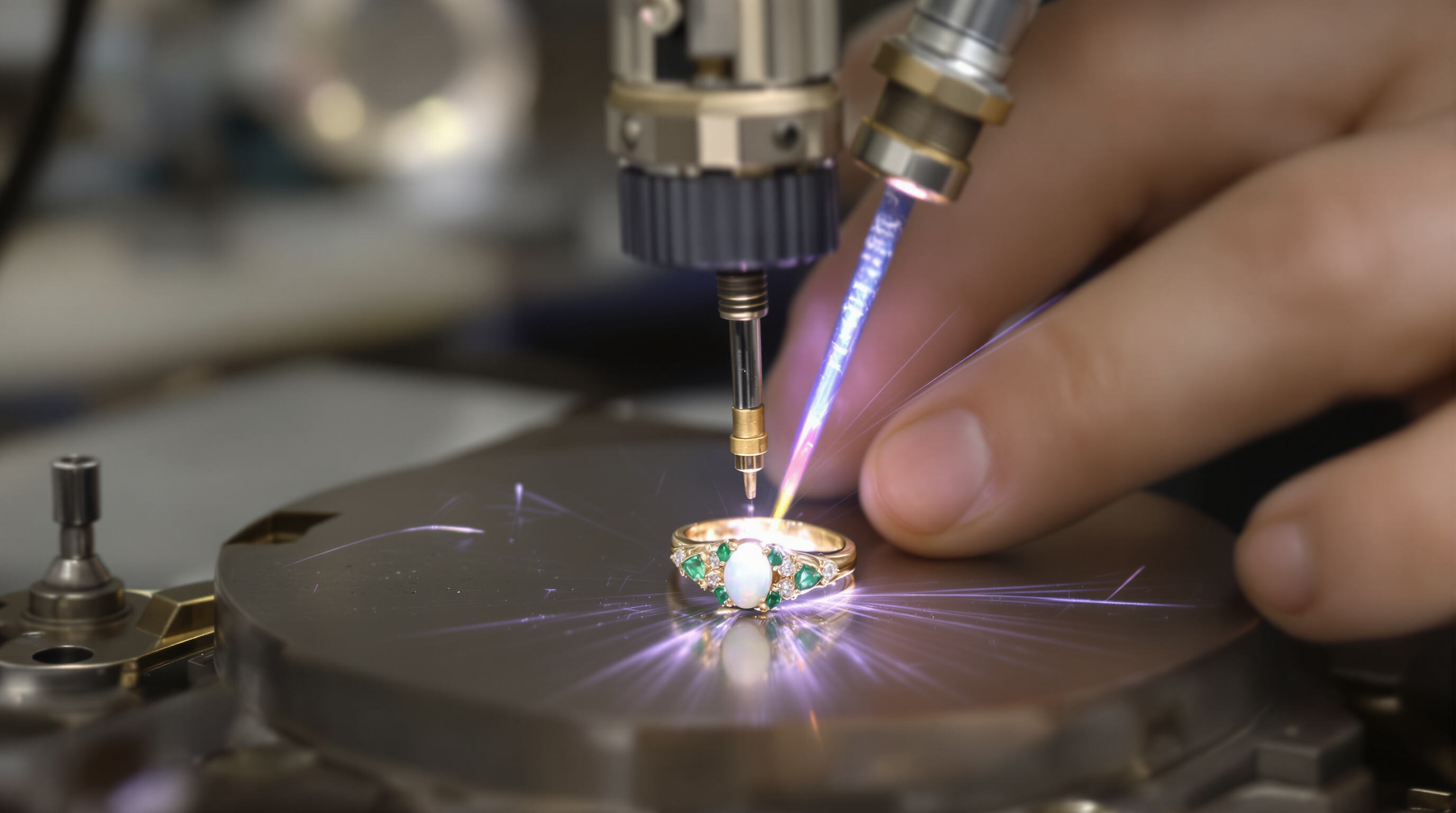
Günümüz mücevherat lazer nokta kaynak makineleri, bu ultra odaklanmış enerji ışınlarını üretmek için pulslu fiber lazerlere dayanmaktadır. Nokta boyutu 0.2 mm'den başlayıp 3.0 mm'ye kadar çıkabilmekte olup bu da mikron seviyesinde oldukça hassas çalışmalara olanak tanımaktadır. Geleneksel lehimleme yöntemleri bir seferde büyük metal parçalarını ısıtmaktadır; ancak bu lazerler farklıdır. Bu makineler sadece 5 ila 12 kW arasında değişen güç seviyelerinde uygun noktaları hedef alır. Bu durum, mücevhercilerin değerli metallerde temiz ve dikişsiz birleştirmeler elde etmesini, çevreleyen değerli taşları veya karmaşık desenleri bozmadan sağlamaktadır. Yeni nesil bazı makineler, 0.1 milisaniye ile 30 milisaniye arasında ayarlanabilen darbe ayarlarına sahiptir; ayrıca entegre sıcaklık izleme sistemleri bulunmaktadır. Bu özellikler, 0.3 mm kalınlığa kadar ince olan 24 ayar altın parçaların bile istenmeyen bükülme veya çarpılmalar olmadan güvenli bir şekilde kaynak edilmesini mümkün kılmaktadır.
Mücevher Yapımında Geleneksel Lehimlemeden Lazer Hassasiyetine Geçiş
Takı atölyeleri geleneksel lehimleme yöntemlerinden lazer sistemlerine geçmeye başladığında, 2024 Takı Teknolojisi Raporu'na göre onarımla ilgili talepler %41 azalınca işler oldukça hızlı değişti. Eski yöntemler, o gereksiz lehimleme maddesini gerektirir ve genellikle kötü görünen küçük dikiş izleri bırakırdı. Lazer kaynağı ise oksidasyon sorunlarını neredeyse tamamen ortadan kaldırır ve sonrasında gerekli olan ekstra işçiliği azaltır. 2023 yılında yapılan bir testte lazerle üretilen platin zincirler, geleneksel yöntemle yapılanlara kıyasla çekme testinde %32 daha dayanıklı çıktı. Bu da daha sağlam ve aynı zamanda daha güzel görünen takılar anlamına geliyor; bu yüzden günümüzde birçok takı ustasının bu yönteme geçmesi şaşırtıcı değil.
Yeniliği Sürdüren Ana Üreticiler
Yakın zamanlarda, sektörün önde gelen üreticileri, kuyumculuk lazer nokta kaynak makinelerine, yapay zekâ destekli ışın biçimlendirme ve çift dalga boyu teknolojisi entegre etmeye başladı. Bu özellikler, özellikle gümüşün aşırı yansıtıcı olması ve titanyum alaşımların kaynak sırasında oluşan termal çatlamalar gibi sektörün yıllardır karşı karşıya olduğu sorunların çözümüne yardımcı oluyor. Bu yeniliğin öncülerinden bir firma, farklı metalleri birleştirirken başlangıçta yaklaşık %95 başarı oranı elde ettiğini bildirdi. Altın parçaların paslanmaz çelik tokalara bağlanması gibi düşünülebilir. Karmaşık hibrit tasarımlar için daha önce imkânsız görünen bu işlemler, bu kaynak teknolojisi ilerlemeleri sayesinde artık oldukça uygulanabilir hâle geldi.
Bu bölümde tablolar kullanılmamıştır çünkü teknik detaylar ve malzeme uyumluluğu konusunda metin açıklamalar daha açıklayıcı olmuştur.
Kuyumculuk Uygulamalarında Eşsiz Hassasiyet ve Kontrol
Dar veya Karmaşık Alanlarda Mikro-Kaynak
Modern lazer nokta kaynak makineleri, 0,1 mm civarında darbe genişliklerine ulaşabiliyor. Bu da onları, normal aletlerin sığmadığı yerlerde çalışan onarımlar için ideal hale getiriyor. Bu düzeyde hassas kontrol, ince dişli ayarları güçlendirilirken ya da eski kuyumculuk eşyalarındaki küçük çatlaklar onarılırken büyük fark yaratıyor. 2023 yılında Kuyumcular Birliği tarafından yapılan bazı araştırmalara göre, bu lazerlerin karmaşık zincir bağlantılarında ilk denemede oldukça etkileyici bir başarı oranı olan %92 oranında başarılı sonuç verdiği görülmüş. Bu rakam, detaylı onarım işlerinde bu teknolojinin ne kadar güvenilir hale geldiğini açıkça gösteriyor.
Mükemmel Detay için Yüksek Hassasiyetli Kaynak
Püskürtülü enerji teslimatı ile ustalar 0,05 ila 0,3 mm arası kalınlıkta, tek bir saç telinin kalınlığındaki düzgün dikişler oluşturabilirler. Bu kadar hassas kontrol, pavé ayarlarında küçük taşları hizalamak ya da çevredekileri bozmadan mikro gravürleri onarmak gibi birçok ince çalışmayı mümkün kılar. Avrupa genelindeki atölyelerle yapılan son bir ankette bu yöntemlerin metal atıkları %40 oranında azalttığı tespit edilmiştir. Bu durum sadece iş sahiplerinin maliyetlerini düşürmekle kalmaz aynı zamanda gelecekte yapılacak projeler için daha fazla malzeme tasarrufu sağlar. Bu da hem cüzdan hem de sanat açısından olumlu bir gelişmedir.
Kaynak Kalitesinde Tutarlılık ve Tekrarlanabilirlik
Otomatik güç modülasyonu, üretim süreçleri sırasında ±%2 enerji tutarlılığı sağlayarak seri üretilen eşyaların (örneğin küpe kanallarının) kaynak nüfuz derinliğinde birimlik sonuçlar elde edilmesini sağlar. Üreticiler, lazer sistemlerinin uygulanmasından bu yana kalite kontrol reddi oranlarında %83'lük bir azalma bildirmektedir; bu da çıktı güvenilirliğindeki önemli iyileşmeyi yansıtmaktadır.
Vaka Çalışması: İnce Altın Tasarımlarda Alt Milimetrelik Kaynakların Sağlanması
Avrupa konservatörleri ile lazer mühendisleri arasındaki iş birliği, 19. yüzyıl filigran parçalarında 0,08 mm kaynaklar kullanarak %98 başarılı onarım oranına ulaştı. Bu işlem, yapısal bütünlüğü geri kazandırırken orijinal zanaatçılığın korunmasını sağladı; geleneksel lehimleme ile ulaşılması mümkün olmayan bu sonuç, müze kalitesinde restorasyon için teknolojinin potansiyelini gösterdi.
Minimum Isı Etkisi: Taşlar ve Hassas Malzemelerin Korunması
İnce İşler İçin Odaklanmış Isı Girdisi
Takı işlerinde kullanılan lazer nokta kaynak makineleri, insan saçı tellerinden bile ince olan 0,1 ila 0,3 mm kalınlığında ışınlar üretebilir. Bu cihazlar, geleneksel alevle yöntemlere kıyasla yaklaşık %85 daha az ortam ısısı üretir ve 2023 yılına ait yeni metalürji araştırmaları bunu doğrulamıştır. Bu lazerlerin sunduğu denetim düzeyi, hassas taşlarla çalışırken büyük bir fark yaratır. Opaller ve zümrütler gibi ısıya duyarlı taşlar söz konusu olduğunda termal hasar önemli bir endişe kaynağıdır; bu nedenle bu özellik takı ustaları için oldukça önemlidir. Lazerin darbeli modda kullanılması durumunda kaynak sırasında gerçekleşen gerçek maruziyet süresi 1 ila 4 milisaniye aralığına düşer. Bu kısa enerji patlaması, malzemenin ve işleyen kişilerin güvenliğini tehlikeye atmadan riskleri önemli ölçüde azaltır ve aynı zamanda oluşan birleşimin dayanıklılığını etkilemez.
Metal Birleştirmede Minimum Isı Distorsiyonu
Altın alaşımlarının üç kat daha fazla büküldüğünü, Goldsmiths Derneği'nin standartlarına göre lazer kaynaklama ile karşılaştırıldığında, normal lehimleme tekniklerinin gerçekte bükerek şekillendirdiği bilinmektedir. Kuyumcular, 1,2 ila 3,5 kilowatt arasında değişen ısı yoğunluğunu ihtiyaç duydukları noktaya odakladıklarında, değerli antika takıların ve nesiller boyu aktarılan aile emanetlerinin hem değerini hem de orijinal durumunu korumada önemli olan ince moleküler düzenlemeleri koruyabiliyorlar. Bu durum, değerli antika takıların ve aile heirloomlarının hem değerini hem de orijinal durumunu korumada büyük önem taşımaktadır.
Taşları Çıkarmadan Takı Tamiri
2024 yılında yapılan bir sektörel ankette, ayarlanabilir dalga boyuna sahip lazerler sayesinde kuyumcuların %78'inin taşları çıkarmadan bezel ayarlarını ve pavé küme takıları tamir etmeye başladıkları ortaya çıkmıştır. Bu yöntem, mekanik çıkarma ile gelen sorunları ortadan kaldırır; bunlara çatlamış mücevherler (ortalama 740 dolarlık onarım maliyeti), tekrar tekrar ısınmadan kaynaklanan kalıntı birikimi ve emek yoğun yeniden ayarlanma prosedürleri dahildir.
Tartışma Analizi: Düşük Isı Eklem Gücünü Tehlikeye Attığında
IJO tarafından 2023'te yayınlanan bir rapora göre lazer kaynak, 14 ayar altınla çalışırken yaklaşık %92 eklem yoğunluğuna ulaşmaktadır, ancak hâlâ ısı yayılımının kontrol edilmesi çok önemli olan durumlar vardır. Örneğin platin alaşımlarında, geleneksel kaynak torcu yöntemlerine kıyasla yaklaşık %18 daha düşük çekme dayanımı görülür. Son zamanlarda mücevher endüstrisi bu tür karma yaklaşımları geliştirmeye başlamıştır. Bu yöntemde kaynakçılar, ilk olarak bazı hassas lazer puntalama işleri yapar, ardından özellikle yapısal olarak önemli parçalara mikro lehimleme uygularlar. Bu kombinasyon, ürünün güvenli kalmasını ve genel yapıda yeterli mukavemetin korunmasını sağlayan altın orta noktayı buluyor gibi görünmektedir.
Uygulama Alanlarının Genişlemesi: Parmaklık Büyütmesinden Özgün Tasarım Yeniliklerine

Takı sanayisinde lazer nokta kaynak makineleri, kuyumcuların çalışma biçimini değiştirerek çok hassas onarımlar yapılmasına ve yeni tasarım fikirlerinin geliştirilmesine olanak sağlıyor. Bu makineler, ısıyı çok iyi kontrol edebildiği için yüzüklerin boyutu 0,15 mm civarında değişiklik gösterecek şekilde ayarlanabilir ve aşırı ısınma yaşanmaz. Günümüzde çoğu atölye standart olarak 120 santigrat derece sıcaklığın altında işlem yapmaktadır. Bu durum, değerli platin ya da altın yüzüklerde şekil bozukluğunun oluşmasını engeller. Ayrıca işlem sırasında hassas taşları çıkarmaya gerek yoktur ve bu da hem kuyumcu hem de müşteri için zaman kaybetmeden ve risk almaksızın çalışmayı sağlar.
Platin ve Altın Yüzüklerde İnvaziv Olmayan Ayarlamalar
Odaklanmış lazer ışınları, çevresini etkilemeden sadece kaynak yapılacak alanı hedef alır. Bu sayede daha önce değiştirilmesi çok zor olan antika parçalar ya da ince cidarlı tasarımlar bile rahatlıkla modifiye edilebilir.
Gerçek Hayat Örneği: Özel Yüzük Modifikasyonlarında %30 Daha Hızlı Teslimat
Bir sektör analizi, lazer kaynak kullanan atölyelerin ortalama yüzük yeniden boyutlandırma süresini üç günden beş saate düşürdüğünü ortaya koydu; bu yöntem, hızlı ve tekrarlanabilir sonuçlar elde etmek için temassız birleştirme ve otomatik parametre ön ayarlarından yararlanmaktadır.
Özgün Takı Tasarımında Sınırları Zorlamak
Önde gelen üreticiler artık lazer kaynak makinelerini 3D modelleme yazılımı ile eşleştirerek organik, serbest biçimli yapılar oluşturuyor:
| Tasarım özelliği | El Yöntemi Kısıtlaması | Lazer Kaynak Avantajı |
|---|---|---|
| Mikroskobik geçmeli birleştirme | 1 mmlik kaynak aralıkları | 0,2 µm kaynak hassasiyeti |
| Boşluklu geometrik formlar | Lehim birikme riskleri | Dolgu malzemesi kontaminasyonu yok |
| Karma metal topolojileri | Termal Genişleme Uyumsuzluğu | Sıralı darbe programlama |
Bu teknolojik atılım, 2022'den beri özel siparişlerde %47'lik bir artış sağlamıştır; tasarımcılar, algoritmik olarak oluşturulan desenlerden metamalzeme ilhamlı dokulara kadar, lazer sistemleri kullanarak müşterilerin vizyonlarını hayata geçiriyor; bu da lazer kaynaklamanın sadece verimliliği değil aynı zamanda giyilebilir sanatın tamamen yeni kategorilerini mümkün kıldığını gösteriyor.
Malzeme Çeşitliliği ve Takı Üretiminde Gelecek Entegrasyonu
Altın ve Gümüş Takıların Kaynağı Sabit Sonuçlarla
10 ayar altından 24 ayar altına kadar çeşitli altın türleriyle ve ayrıca yünden gümüş alaşımlarıyla çalışırken, modern lazer nokta kaynak makineleri kullanan takı yapımcıları, güvenilir sonuçlar elde etmektedir. Geleneksel alevle kaynak teknikleri sıklıkla sıcak noktalar ve soğuk alanlara neden olur, ancak lazerlerle yapılan kaynaklarda bu tür sorunlar ortadan kalkmaktadır; yapılan araştırmalar, lazerlerin %3'ten az gözenekliliğe sahip küt ek kaynaklar oluşturduğunu göstermiştir. En iyi ekipmanlar, orijinal ayar oranını korumanın hem otantiklik hem de piyasa değeri açısından hayati önem taşıdığı değerli parçaların onarımında çok önemli olan, 0,1 mm genişliğinde kaynaklarla ince 22 ayar altın zincirler üzerinde çalışabilmektedir.
Platin Lazer Kaynağında Karşılaşılan Zorluklar ve Çözümler
Platinin yüksek erime noktası (1.768°C) ve hızlı ısı dağılımı tarihsel olarak bükülme ve çatlamaya neden olmuştur. İleri sistemler artık çok eksenli darbe modülasyonu (2.000 Hz'ye kadar), reaktif gaz kalkanı (%95 argon/%5 hidrojen) ve tane sınırı kusurlarını önlemek için termal görüntüleme ile bu sorunları aşmaktadır.
Veri Noktası: Farklı Metal Birleştirmelerde %95 Başarı Oranı
2024'te yapılan bir malzeme bilimi çalışmasında lazer kaynak kullanılarak altın-platin bağlantılarında %95 birleşim bütünlüğü elde edilmiştir; bu da geleneksel tekniklerin önüne 40% oranla geçmiştir. Bu gelişim, yapısal güvenilirliği riske etmeden, miras altın kilidini taşıyan titanyum mandallar gibi dayanıklı karışık metal tasarımların gerçekleştirilmesine olanak tanımaktadır.
Gelecek Görünümü: CAD/CAM ve Otomasyon Sistemleri ile Entegrasyon
Yeni teknolojiye sahip atölyeler artık lazer kaynak makinelerini, özel tasarımlar için en iyi kaynak rotalarını belirleyen 3D tarayıcılarla birlikte kullanıyor. Bu sistemleri deneyimlemiş kuyumcular, artık karmaşık şekiller için prototipleri eskiden olduğundan yaklaşık %70 daha hızlı geliştirebildiklerini belirtiyorlar. Ayrıca, yapay zeka eklem yerlerini en mantıklı noktalara yerleştirdiği için malzeme kullanımında da yaklaşık %50 tasarruf sağlıyorlar. Gerçekten etkileyici olan şey ise dijital çizimlerin vitrinlerde duran gerçek ürünlere ne kadar sorunsuz bir şekilde dönüştüğü. Bilgisayar modellemesinin bu kadar hassas üretim teknikleriyle birleştirilmesi, lazer kaynak teknolojisinin kuyumculuk sektöründe 'Endüstri 4.0' olarak adlandırılan gelişmelerin kilit bir parçası haline gelmesini sağlıyor. Bu durum sürdürülebilirlik açısından da çok önemli çünkü artık birçok kuyumcu, eski aile hazinelerini değerli metalleri israf etmeden modern modaya dönüştürmenin yollarını bulabiliyor.
SSS
Kuyumculukta lazer kaynak makinelerinin geleneksel lehimleme yöntemlerine göre avantajı nedir?
Lazer kaynak makineleri, zümrütlerin veya hassas tasarımların zarar görmesine neden olmadan metallerin hassas ve pürüzsüz bir şekilde birleştirilmesine olanak tanır. Geleneksel lehimleme yöntemlerine kıyasla onarım taleplerini önemli ölçüde azaltır ve parçaların yapısal bütünlüğünü geliştirir.
Lazer kaynak makineleri, hassas takı işlerinde nasıl hassasiyeti korur?
Bu makineler, ayarlanabilir darbe ayarlarına ve sıcaklık izleme sistemlerine sahip odaklanmış lazer ışınları kullanarak, çarpma veya bozulma riski olmadan bile en ince parçaların güvenli bir şekilde kaynaklanmasını sağlar.
Takılarda tüm metal türleri için lazer kaynağı kullanılabilir mi?
Evet, modern lazer nokta kaynak makineleri çok yönlüdür ve çeşitli ayarlarla altın karatları ile gümüş alaşımlarıyla güvenilir şekilde çalışabilirler. Ayrıca altın-platin bağlantıları gibi farklı metal tasarımlarını da yüksek başarı oranı ile birleştirebilirler.
Lazer kaynağı, takılardaki zümrütleri etkiler mi?
Hayır, lazer kaynağı minimal ısı üretir ve hassas zümrütlerin termal hasara uğramasını engeller; hem malzemeler hem de kuyumcu için daha güvenli bir yöntemdir.
Takı üretiminde lazer kaynak teknolojisinin geleceği nedir?
Gelecek, lazer sistemlerinin CAD/CAM ve otomasyon ile entegrasyonunu, tasarım hassasiyetinin artmasını, malzeme israfının azalmasını ve yenilikçi özel tasarım imkanlarını içerir.
İçindekiler
- Nasıl Takı Lazer Nokta Kaynak Makinesi Teknoloji Hassas Çalışmaları Dönüştürüyor
- Kuyumculuk Uygulamalarında Eşsiz Hassasiyet ve Kontrol
- Minimum Isı Etkisi: Taşlar ve Hassas Malzemelerin Korunması
- Uygulama Alanlarının Genişlemesi: Parmaklık Büyütmesinden Özgün Tasarım Yeniliklerine
- Malzeme Çeşitliliği ve Takı Üretiminde Gelecek Entegrasyonu
-
SSS
- Kuyumculukta lazer kaynak makinelerinin geleneksel lehimleme yöntemlerine göre avantajı nedir?
- Lazer kaynak makineleri, hassas takı işlerinde nasıl hassasiyeti korur?
- Takılarda tüm metal türleri için lazer kaynağı kullanılabilir mi?
- Lazer kaynağı, takılardaki zümrütleri etkiler mi?
- Takı üretiminde lazer kaynak teknolojisinin geleceği nedir?