हमें क्यों चुनें
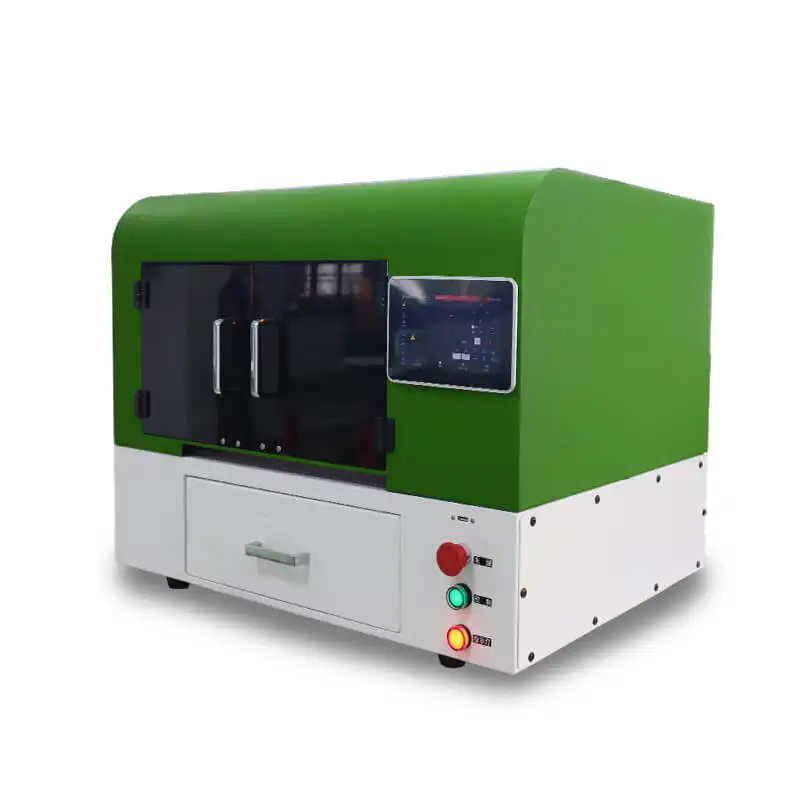
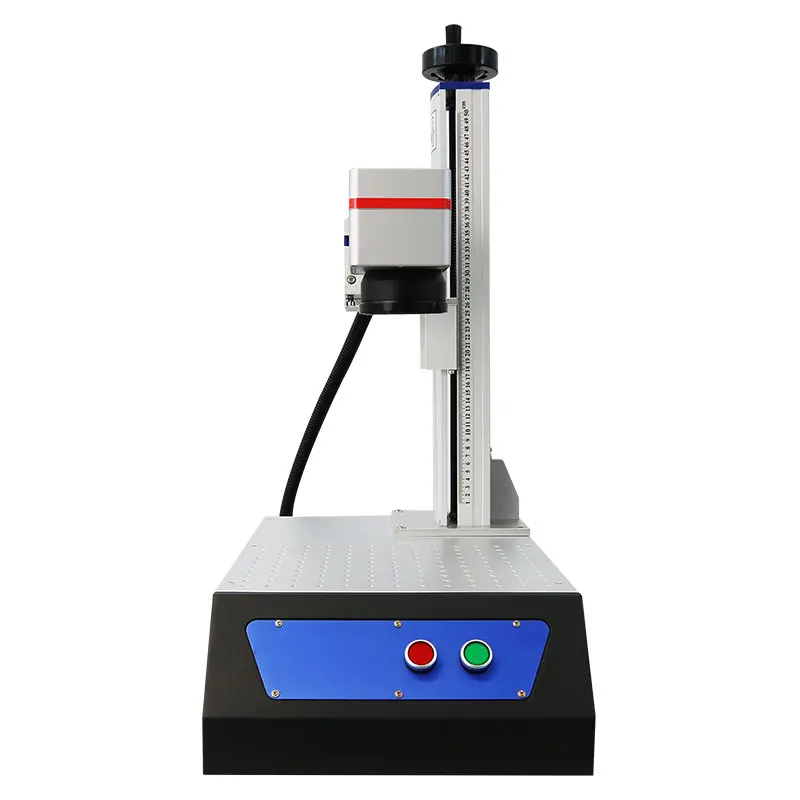
1. व्यापार विविधता: कंपनी केवल औद्योगिक स्वचालित नियंत्रण प्रणाली उपकरणों, पैकेजिंग विशेष उपकरणों और कार्यालय उपकरणों के स्पेयर पार्ट्स की बिक्री नहीं करती है; इसके पास स्वास्थ्य खाद्य पदार्थों की बिक्री तथा उत्पादों के निर्यात और आयात जैसे परियोजनाओं में लाइसेंस प्राप्त व्यापार भी हैं। 2. समृद्ध बौद्धिक संपदा अधिकार: जुलाई 2024 तक, कंपनी के पास वर्तमान में 2 डिज़ाइन पेटेंट (लेजर वेल्डिंग मशीन और लेजर मार्किंग मशीन), 1 ट्रेडमार्क और 2 कार्य कॉपीराइट हैं। यह उत्पाद डिज़ाइन, ब्रांड और सांस्कृतिक निर्माण में कंपनी की नवाचार और सुरक्षा क्षमता को दर्शाता है। 3. उत्पाद का अनुप्रयोग व्यापक है: इसकी लेजर मार्किंग मशीन का उपयोग क्षेत्र धातु, कागज, प्लास्टिक, बियर की बोतल, पैकेजिंग बैग, तारीखें, उपहार, शिल्प, भोजन, वस्त्र, रसायन, खिलौने, कैटरिंग और दैनिक रसायन उत्पाद, तम्बाकू, शराब, चिकित्सा, हार्डवेयर, मशीनरी आदि तक फैला हुआ है।